

 English
English
 عربى
عربى
 Español
Español


×
Password
Get password
Enter password to download relevant content.
Submit
 +86-15267462807
+86-15267462807
In an era defined by increasing water scarcity, escalating population demands, and more stringent environmental regulations, the quest for advanced wastewater treatment solutions has never been more critical. Traditional methods, while effective to a degree, often struggle to meet the modern demands for high-quality effluent and efficient resource management. This pressing need has paved the way for innovative technologies, among which the Membrane Bioreactor (MBR) membrane stands out as a transformative solution.
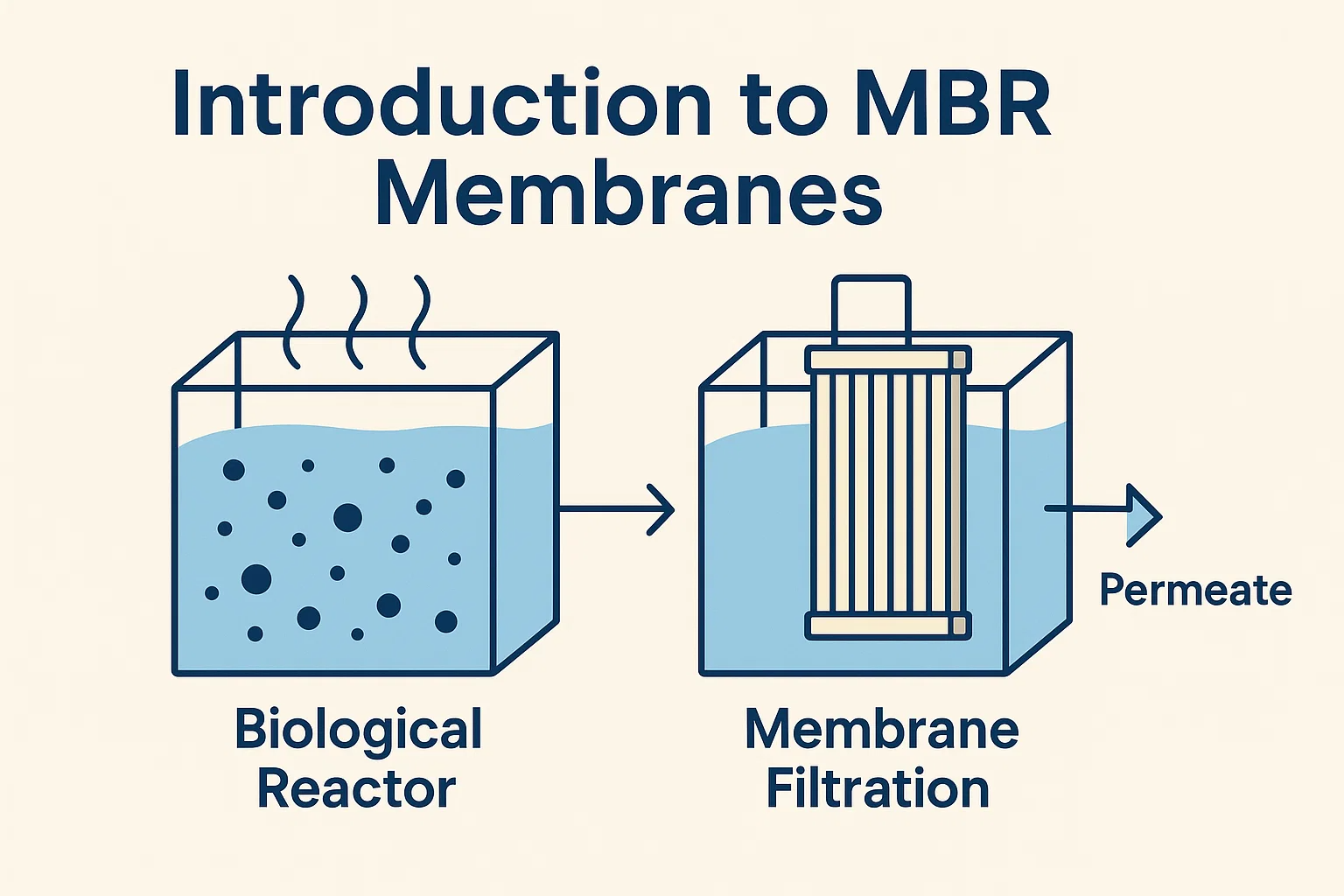

At its core, a Membrane Bioreactor (MBR) system represents a sophisticated fusion of two established processes: biological treatment and membrane filtration.
Definition and Basic Principles: In an MBR, a permeable membrane is integrated directly into or immediately after a biological reactor (typically an activated sludge system). The biological component is responsible for breaking down organic pollutants and nutrients in the wastewater, much like a conventional activated sludge process. However, instead of relying on gravity settling (sedimentation) to separate the treated water from the biomass, the MBR employs a physical barrier – the membrane – to perform this crucial separation. This membrane acts as an absolute barrier to suspended solids, bacteria, and even some viruses, ensuring a remarkably clear and high-quality permeate.
How MBRs combine membrane filtration and biological treatment: The synergy between these two technologies is what gives the MBR its distinct advantages. The biological process creates a mixed liquor suspended solids (MLSS) concentration significantly higher than that in conventional systems, leading to a more compact and efficient biological degradation unit. The membrane then effectively retains this high concentration of biomass within the reactor, eliminating the need for a secondary clarifier and often a tertiary filtration step. This direct separation results in superior effluent quality, allowing for direct discharge or further polishing for various reuse applications.
The journey of MBR technology from a nascent concept to a widely adopted solution reflects decades of innovation in both material science and process engineering.
Early Developments in Membrane Technology: The roots of MBR technology can be traced back to the mid-20th century, with initial research into synthetic membranes for various separation processes. Early applications of membranes in water treatment, primarily for microfiltration and ultrafiltration, laid the groundwork for their integration with biological systems. However, initial challenges, particularly membrane fouling and high costs, limited their widespread adoption.
Key Milestones in MBR Development: The late 1960s saw the first conceptual designs of MBRs. A significant breakthrough came in the 1980s with the development of robust, high-flux, and more cost-effective polymeric membranes, particularly hollow fiber and flat sheet configurations. The transition from external (sidestream) membrane modules to the more energy-efficient and compact submerged configurations in the 1990s marked another pivotal moment, greatly improving the economic viability and operational simplicity of MBR systems. Continuous advancements in membrane materials, module designs, and operational strategies have consistently pushed the boundaries of MBR performance.
Current Trends and Future Prospects: Today, MBR technology is a mature and proven solution for a diverse range of wastewater treatment challenges globally. Current trends focus on enhancing membrane fouling resistance through novel materials and surface modifications, improving energy efficiency (especially aeration), and integrating MBRs with other advanced treatment processes for even higher water quality and resource recovery. The future of MBRs is poised for continued growth, playing an increasingly vital role in sustainable water management, water reuse, and the creation of resilient urban water cycles.
The efficacy and operational characteristics of an MBR system are profoundly influenced by the type of membrane employed. Membranes are primarily categorized by their material composition and their physical configuration within the bioreactor.
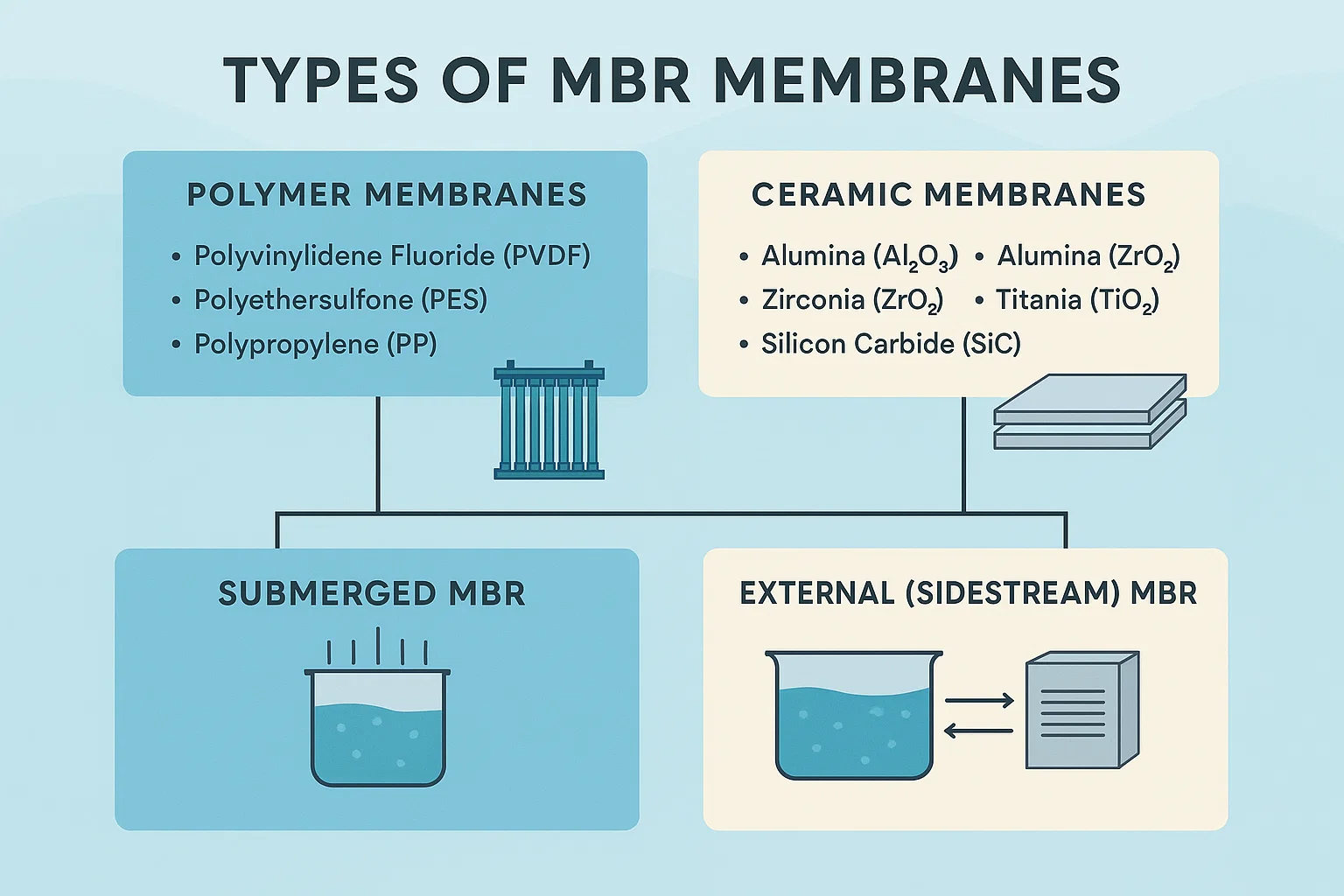
Polymeric membranes dominate the MBR market due to their versatility, cost-effectiveness, and established manufacturing processes.
Most Common Materials (e.g., PES, PVDF):
Polyvinylidene Fluoride (PVDF): This is one of the most widely used materials for MBR membranes. PVDF membranes are renowned for their excellent chemical resistance, particularly to strong oxidants (like chlorine, often used for cleaning) and acids/bases, making them highly durable in varied wastewater conditions. They also exhibit good mechanical strength and thermal stability.
Polyethersulfone (PES) / Polysulfone (PSU): These polymers are also common choices, valued for their good mechanical properties, high flux rates, and relatively broad pH tolerance. PES membranes are often used in applications where high performance and good fouling resistance are critical, though they may have slightly less chemical resistance to strong oxidants compared to PVDF.
Polypropylene (PP) and Polyethylene (PE): These materials are less common in the primary MBR market but are used for certain applications, offering good chemical resistance and mechanical strength, particularly in microfiltration ranges.
Advantages and Disadvantages:
Advantages:
Cost-Effective: Generally lower manufacturing costs compared to ceramic membranes.
Flexibility in Design: Can be easily manufactured into various geometries (hollow fiber, flat sheet) and module sizes.
Good Chemical Resistance: Many polymeric membranes are designed to withstand common cleaning chemicals used in wastewater treatment.
Established Manufacturing: Mature production technologies ensure consistent quality and availability.
Disadvantages:
Fouling Susceptibility: While advancements have been made, polymeric membranes are still prone to organic and biological fouling, requiring regular cleaning.
Temperature Limitations: Typically operate at lower temperatures compared to ceramic membranes, limiting their use in high-temperature industrial streams.
Mechanical Fragility: Can be susceptible to physical damage if not handled and operated correctly, though modern designs are robust.
Ceramic membranes represent a robust alternative to their polymeric counterparts, particularly suited for challenging wastewater streams.
Material Composition and Properties: Ceramic membranes are typically made from inorganic materials such as alumina (Al2O3), zirconia (ZrO2), titania (TiO2), or silicon carbide (SiC). These materials are sintered at high temperatures to form a porous structure. Their key properties include exceptional hardness, chemical inertness, and thermal stability.
Advantages in Specific Applications (e.g., high temperatures, aggressive chemicals):
Extreme Chemical Resistance: Highly resistant to strong acids, bases, and aggressive oxidants, making them ideal for highly corrosive industrial wastewaters.
High Thermal Stability: Can operate effectively at much higher temperatures than polymeric membranes (often over 100°C), suitable for hot industrial effluents.
Superior Mechanical Strength: Extremely durable and resistant to abrasion, less prone to physical damage.
Longer Lifespan: Due to their robust nature, ceramic membranes often boast a longer operational lifespan.
Fouling Resistance (relative): While not immune to fouling, their hydrophilic nature and ability to withstand harsh chemical cleaning can make them more resilient in certain high-fouling environments.
Disadvantages:
Higher Capital Cost: Significantly more expensive to manufacture than polymeric membranes, leading to higher initial investment.
Brittle Nature: While strong, they are also brittle and can fracture under impact or rapid thermal shock.
Limited Geometries: Primarily available in tubular or multichannel configurations, which can lead to larger footprints compared to compact polymeric modules.
Beyond material, the physical arrangement of the membranes within the MBR system dictates its operational mode and suitability for different applications.
Description of the Configuration: In a submerged MBR system, the membrane modules (typically hollow fiber or flat sheet) are immersed directly into the mixed liquor of the activated sludge tank. Permeate is drawn through the membranes by applying a slight vacuum (suction) from the permeate side. Air is typically sparged from below the membrane modules to provide scouring and reduce fouling.
Advantages and Disadvantages:
Advantages:
Lower Energy Consumption (Pumping): Operates under low transmembrane pressure (TMP), requiring less energy for permeate suction compared to external systems.
Smaller Footprint: Integration of the membranes within the biological tank saves space by eliminating the need for separate clarifiers and pump stations between biological and membrane units.
Ease of Operation and Maintenance: Relatively straightforward to operate, and maintenance (like cleaning) can often be performedin situ.
Effective Fouling Control: Continuous aeration provides effective scouring of the membrane surface, helping to mitigate fouling.
Disadvantages:
Lower Flux: Generally operates at lower average flux rates to minimize fouling compared to external systems.
Requires Large Tank Volume: The membrane modules occupy space within the bioreactor, requiring a larger overall tank volume for a given capacity compared to conventional activated sludge.
Susceptibility to Damage: Membranes are exposed directly to the mixed liquor, increasing the risk of damage from large debris if pre-treatment is insufficient.
Applications Where Submerged MBRs are Preferred: Submerged MBRs are the most common configuration for municipal wastewater treatment, small-to-medium industrial facilities, and applications where space is a premium and energy efficiency is a key consideration. They are particularly well-suited for high-quality effluent production and water reuse projects.
Description of the Configuration: In an external, or sidestream, MBR system, the membrane modules are located outside the main biological reactor. Mixed liquor is continuously pumped from the bioreactor through a high-pressure loop to the membrane modules, where permeate is separated. The concentrated mixed liquor is then returned to the bioreactor.
Advantages and Disadvantages:
Advantages:
Higher Flux: Can operate at higher transmembrane pressures and thus higher flux rates due to the ability to pump at higher velocities across the membrane surface.
Easier Module Replacement/Maintenance: Membranes are more accessible for inspection, cleaning-in-place (CIP), and replacement without disrupting the biological process.
Better Control over Operating Conditions: Pumping allows for precise control of cross-flow velocity, which aids in fouling control.
Less Space in Bioreactor: The biological tank is free of membrane modules, potentially allowing for more efficient use of the bioreactor volume for biological activity.
Disadvantages:
Higher Energy Consumption (Pumping): Requires significant energy for pumping the mixed liquor at high velocity through the membrane modules.
Larger Footprint: Generally requires a larger overall footprint due to the separate location of the membrane skid and associated pumping infrastructure.
Higher Capital Cost: More complex piping and pumping arrangements can lead to higher initial investment.
Increased Fouling Potential: If cross-flow velocity is not optimized, fouling can still be a significant issue.
Applications Where External MBRs are Preferred: External MBRs are often chosen for large industrial wastewater treatment plants, applications with highly concentrated or difficult-to-treat wastewaters, or where specific module geometries (like tubular ceramic membranes) are necessary. They are also preferred when robust cleaning procedures requiring removal of modules are anticipated.
The MBR process is an integrated system designed to efficiently treat wastewater through a series of physical and biological steps. While the precise configuration can vary, the core stages remain consistent, ensuring robust contaminant removal.
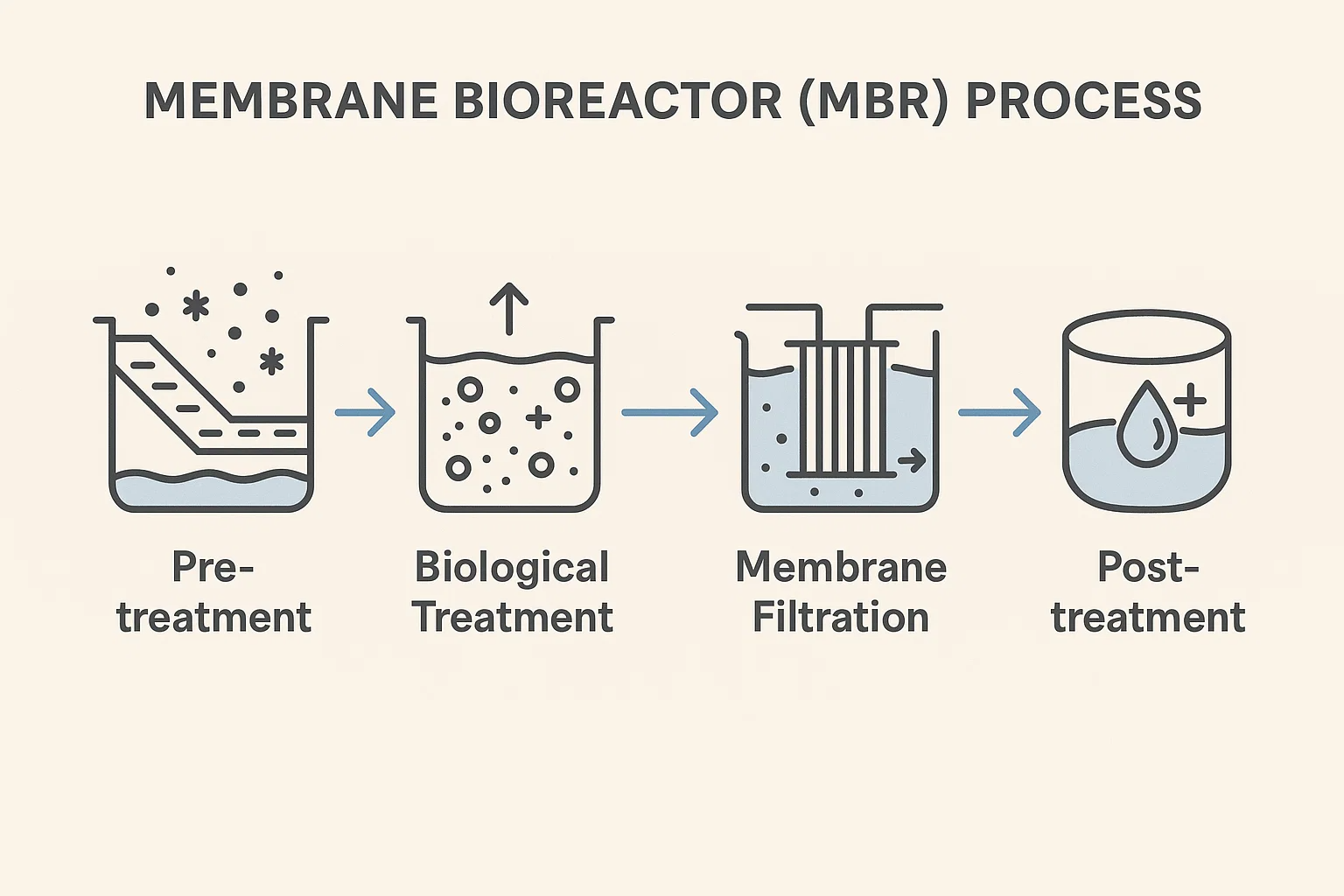
Effective pre-treatment is paramount for the long-term, stable operation of any MBR system. It safeguards the downstream membrane modules from damage and excessive fouling, which are critical for maintaining system performance and longevity.
Screening and Grit Removal: The very first line of defense, screening involves passing raw wastewater through screens with progressively finer openings. This step removes large debris such as rags, plastics, and other solid waste that could clog pumps or physically damage the membranes. Following screening, grit removal systems (like grit chambers) are used to settle out heavier inorganic particles like sand, gravel, and silt, which can cause abrasive wear on equipment and accumulate in tanks. For MBRs, fine screening (typically 1-3 mm, sometimes even finer) is essential to protect the delicate membranes.
Equalization: Wastewater influent can fluctuate significantly in flow rate, concentration, and temperature throughout the day. An equalization tank serves as a buffer, smoothing out these variations. By providing a relatively consistent flow and quality to the downstream biological treatment, equalization helps prevent shock loads to the microbial community and minimizes sudden changes in membrane operating conditions, thereby improving overall system stability and performance.
This is the heart of the MBR system where microorganisms actively break down the pollutants.
Activated Sludge Process in MBR: Unlike conventional activated sludge systems that rely on gravity for solid-liquid separation, the MBR directly integrates membranes into or after the biological reactor. This allows for significantly higher concentrations of mixed liquor suspended solids (MLSS) within the bioreactor, often ranging from 8,000 to 18,000 mg/L, compared to 2,000-4,000 mg/L in conventional systems. This higher biomass concentration means:
Enhanced Biodegradation: More microorganisms are present to consume organic matter (BOD/COD), leading to faster and more efficient pollutant removal.
Reduced Footprint: The increased treatment efficiency allows for smaller reactor volumes to achieve the same treatment capacity.
Longer Sludge Retention Time (SRT): The membranes retain the biomass, allowing for a much longer SRT than hydraulic retention time (HRT). A longer SRT promotes the growth of slower-growing, specialized microorganisms capable of degrading complex pollutants and improves sludge settling characteristics (even though settling isn't directly used for separation).
Reduced Sludge Production: Operating at longer SRTs generally leads to lower net sludge production, reducing disposal costs.
Nutrient Removal (Nitrogen and Phosphorus): MBRs are highly effective at nutrient removal, often outperforming conventional systems due to their ability to maintain ideal conditions for nitrifying and denitrifying bacteria.
Nitrogen Removal: Achieved through a combination of aerobic and anoxic (or anoxic/anaerobic) zones. In aerobic zones, ammonia is converted to nitrite and then nitrate (nitrification). In anoxic zones, in the absence of oxygen and with an available carbon source, nitrate is converted to nitrogen gas (denitrification), which is then released to the atmosphere. The high MLSS and precise control over dissolved oxygen facilitate efficient nitrification and denitrification.
Phosphorus Removal: Biological phosphorus removal (BPR) can be achieved by incorporating an anaerobic zone where phosphorus-accumulating organisms (PAOs) uptake soluble phosphorus under anaerobic conditions and then release it in aerobic conditions, taking up an even larger quantity of phosphorus. Chemical phosphorus removal (e.g., dosing with metal salts) can also be easily integrated, often directly into the MBR tank or as a post-treatment step, with the membranes ensuring complete removal of chemically precipitated phosphorus.
This is the physical separation step that distinguishes the MBR from conventional biological treatment.
Separation Process Overview: The biologically treated mixed liquor is brought into contact with the membrane surface. A driving force, typically a slight suction (for submerged MBRs) or pressure (for external MBRs), draws the clean water (permeate) through the microscopic pores of the membrane. Suspended solids, bacteria, viruses, and high molecular weight organic compounds are physically retained on the membrane surface or within its pores. This physical barrier ensures an effluent that is virtually free of suspended solids and greatly reduced in pathogens.
Flux and Transmembrane Pressure (TMP):
Flux: Refers to the volume of permeate produced per unit of membrane area per unit of time (e.g., L/m²/hr or LMH). It's a measure of the membrane's productivity. Higher flux means more water treated with less membrane area.
Transmembrane Pressure (TMP): This is the pressure difference across the membrane that drives the filtration process. It is the force required to pull water through the membrane.
Relationship: As filtration proceeds, material accumulates on the membrane surface and within its pores, leading to increased resistance to flow. To maintain a constant flux, the TMP must increase over time. Conversely, if the TMP is kept constant, the flux will decrease as fouling progresses. Monitoring the relationship between flux and TMP is crucial for understanding membrane performance and scheduling cleaning cycles. Regular cleaning (physical and/or chemical) is essential to control fouling and maintain an optimal TMP and flux.
While MBR effluent is of exceptionally high quality, certain applications may require further polishing.
Disinfection: For applications requiring a very high level of pathogen removal, such as direct potable reuse or discharge to sensitive recreational waters, additional disinfection may be employed. Common disinfection methods include:
Ultraviolet (UV) Disinfection: Uses UV light to inactivate remaining microorganisms by damaging their DNA. It's effective, leaves no residual, and is often favored for reuse applications.
Chlorination/Dechlorination: Involves adding chlorine compounds to kill pathogens, followed by dechlorination to remove residual chlorine before discharge or reuse.
Ozonation: Uses ozone gas (a powerful oxidant) for disinfection and removal of micropollutants.
Polishing: For highly specialized applications, such as industrial process water or indirect potable reuse, further polishing steps may be necessary to remove residual dissolved contaminants (e.g., salts, trace organic compounds). These can include:
Reverse Osmosis (RO): A very fine membrane process that removes dissolved salts and virtually all other contaminants, producing ultrapure water. MBR effluent serves as an excellent pre-treatment for RO, protecting the RO membranes from fouling.
Nanofiltration (NF): A membrane process coarser than RO but finer than ultrafiltration, used for selective removal of multivalent ions and larger organic molecules.
Activated Carbon Adsorption: Used to remove trace organic contaminants, odors, and colors.
Ion Exchange: For targeted removal of specific ions.
The integrated nature and advanced separation capabilities of MBR technology offer a multitude of advantages over conventional wastewater treatment methods, making it a compelling choice for a wide range of applications.
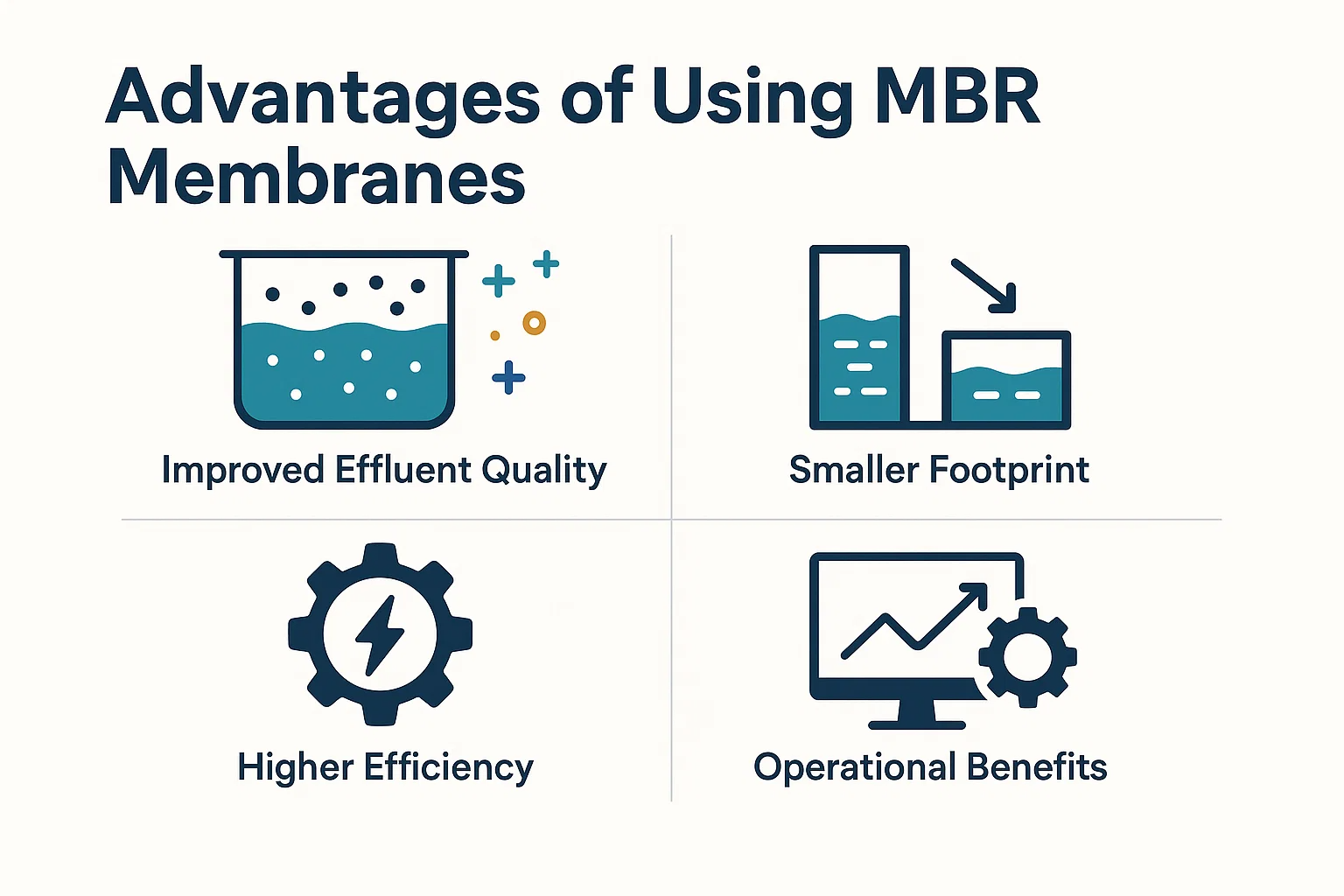
One of the most significant advantages of MBR systems is their ability to consistently produce an exceptionally high-quality treated effluent.
Removal of suspended solids and pathogens: Unlike conventional activated sludge systems that rely on gravity sedimentation, MBRs employ a physical membrane barrier. This barrier effectively retains virtually all suspended solids (TSS), including bacteria, protozoa, and even many viruses. The permeate is crystal clear and consistently has extremely low turbidity. This high level of filtration ensures that the treated water is free from particulate matter that could otherwise lead to re-contamination or foul downstream processes.
Meeting stringent discharge standards: The superior effluent quality of MBRs often surpasses the requirements of standard discharge permits. This is increasingly vital in regions with strict environmental regulations, allowing facilities to meet or exceed limits for biochemical oxygen demand (BOD), chemical oxygen demand (COD), total suspended solids (TSS), nitrogen, and phosphorus. This capability provides environmental compliance and can offer greater operational flexibility for discharge points.
Space is a precious commodity, especially in urban areas and for industrial facilities. MBR technology offers substantial space-saving benefits.
Comparison to conventional wastewater treatment plants: MBR systems can achieve the same, or even better, treatment capacity in a significantly smaller physical area compared to conventional activated sludge plants. This is primarily due to two factors:
Elimination of Secondary Clarifiers: The membranes directly replace the large, land-intensive secondary clarifiers used for solid-liquid separation in conventional plants.
Higher Biomass Concentration: MBRs operate with much higher concentrations of active biomass (MLSS) in the bioreactor. This means more biological treatment occurs in a smaller tank volume.
Space-saving benefits: This reduced footprint is particularly advantageous for:
Urban areas: Where land is expensive and scarce.
Retrofitting existing plants: Allowing for capacity upgrades within an existing site boundary.
Industrial facilities: Where available land may be limited or needed for core production processes.
MBR systems are characterized by their enhanced treatment efficiency across several parameters.
Increased biomass concentration: As mentioned, the ability of the membranes to retain all biomass within the reactor allows for MLSS concentrations several times higher than conventional systems. This leads to:
Faster reaction rates: More microorganisms are present to break down pollutants per unit volume.
Improved resistance to shock loads: A larger, more robust microbial population can better handle sudden changes in influent quality or quantity.
Longer Sludge Retention Time (SRT): Membranes enable a very long SRT, which allows for the growth of slow-growing nitrifying bacteria and specialized organisms for complex pollutant degradation, improving overall nutrient removal and reducing sludge yield.
Reduced sludge production: Due to the long SRTs and efficient breakdown of organic matter, the amount of excess sludge generated by MBRs is generally lower than that from conventional activated sludge processes. This translates directly into reduced sludge handling, dewatering, and disposal costs, which can be a significant operational expense.
MBRs offer several advantages that contribute to easier and more stable operation.
Automated operation: Modern MBR systems are highly automated, with advanced control systems monitoring key parameters like transmembrane pressure (TMP), flux, and dissolved oxygen. This allows for optimized performance, automated cleaning cycles, and remote monitoring capabilities.
Reduced operator intervention: The high level of automation and inherent stability of the MBR process means less day-to-day manual intervention is required from operators compared to conventional plants. While skilled operators are still crucial for oversight and maintenance, the system handles many routine adjustments automatically, freeing up personnel for other tasks and reducing the risk of human error. The elimination of clarifier operational issues (like bulking or foaming) also simplifies daily management.
The remarkable quality of effluent produced by MBR systems, coupled with their compact design and operational benefits, has led to their widespread adoption across diverse sectors. From municipal wastewater treatment to specialized industrial processes and vital water reuse initiatives, MBR technology is proving to be a cornerstone of modern water management.
The primary and most widespread application of MBR technology is in the treatment of domestic sewage.
Treatment of domestic sewage: MBRs are increasingly favored for municipal wastewater treatment plants (WWTPs), especially in urban and suburban areas where land availability is limited, or where stricter discharge regulations are in place. They effectively remove organic matter, suspended solids, and pathogens from household and commercial wastewater, consistently producing an effluent that is significantly cleaner than that from conventional activated sludge processes. This leads to reduced environmental impact on receiving waters.
Meeting urban water reuse requirements: With growing populations and increasing water stress, cities worldwide are looking to wastewater as a valuable resource rather than a waste product. MBR effluent, being of high quality (low turbidity, virtually no suspended solids, and high pathogen removal), is ideally suited as a feed for further advanced treatment processes for water reuse applications. This includes, but is not limited to, irrigation of public parks, golf courses, and agricultural lands, as well as industrial process water and aquifer recharge.
Industrial wastewaters are often characterized by high concentrations of specific pollutants, fluctuating loads, and challenging chemical compositions. MBRs offer a robust and adaptable solution for these complex streams.
Applications in food and beverage, pharmaceuticals, textiles, and chemical industries:
Food and Beverage: Wastewater from food and beverage processing often contains high organic loads, fats, oils, and grease (FOG). MBRs effectively handle these loads, allowing for compliance with discharge limits or even the production of water suitable for internal reuse (e.g., washdown, boiler feed).
Pharmaceuticals: Pharmaceutical wastewater can contain complex and sometimes inhibitory organic compounds, as well as active pharmaceutical ingredients (APIs). MBRs, with their long sludge retention times and stable biomass, are effective in degrading these compounds and producing high-quality effluent, minimizing environmental release of potent chemicals.
Textiles: Textile wastewater is often highly colored and contains various dyes and chemicals. MBRs can efficiently remove color and organic pollutants, aiding in compliance and potentially facilitating water reuse within the dyeing process or for other non-potable uses.
Chemical Industries: Chemical plants produce diverse and often hazardous wastewater streams. The robust nature of MBRs, especially when utilizing chemically resistant polymeric or ceramic membranes, allows for the treatment of challenging effluents, often reducing the need for costly off-site disposal.
Specific pollutant removal: Beyond general organic and suspended solids removal, MBRs are adept at targeting specific pollutants. Their ability to maintain a diverse and highly concentrated microbial population enables the degradation of recalcitrant organic compounds and efficient nitrification/denitrification for nitrogen removal, which is crucial for many industrial effluents. When combined with other processes (e.g., powdered activated carbon), MBRs can even address emerging contaminants like micropollutants.
While MBRs primarily treat wastewater, their effluent quality makes them an excellent pre-treatment step for systems aimed at producing drinking water, particularly from impaired water sources or for advanced water purification schemes.
MBR as a pre-treatment for reverse osmosis: When the ultimate goal is to produce water of potable quality (or even higher, for ultrapure industrial applications), reverse osmosis (RO) is often the technology of choice for removing dissolved salts and trace contaminants. However, RO membranes are highly susceptible to fouling by suspended solids, organic matter, and microorganisms. MBR effluent, being virtually free of these foulants, serves as an ideal feed for RO systems. This MBR-RO combination significantly extends the lifespan of RO membranes, reduces their cleaning frequency, and lowers overall operational costs, thereby making advanced water purification more economically viable.
Producing high-quality drinking water: In indirect potable reuse (IPR) or direct potable reuse (DPR) schemes, MBR-RO systems, often followed by advanced oxidation processes (AOP), are at the forefront of producing water that meets or exceeds stringent drinking water standards. This allows communities to augment their drinking water supplies using treated wastewater, contributing significantly to water security.
The ability of MBRs to produce high-quality, disinfected effluent directly positions them as a key technology for various water reuse and recycling applications, reducing reliance on fresh water sources.
Irrigation: MBR effluent is widely used for unrestricted irrigation of agricultural crops, golf courses, public landscapes, and residential areas. Its low suspended solids and pathogen count minimize health risks and prevent clogging of irrigation systems.
Industrial cooling: Many industries require large volumes of water for cooling towers and process cooling. MBR-treated water can significantly offset the demand for fresh make-up water, reducing operational costs and environmental impact. The low fouling potential of MBR effluent is particularly beneficial for heat exchange equipment.
Indirect potable reuse: This involves introducing highly treated wastewater into an environmental buffer, such as a groundwater aquifer or a surface water reservoir, before it is extracted and further treated by a drinking water plant. MBR systems are a critical component in the multi-barrier approach for such schemes, ensuring the quality of the water entering the environmental buffer. The high-quality MBR permeate minimizes the risk to the environment and future drinking water supplies.
While MBR technology offers substantial benefits, it is not without its challenges. Understanding these limitations is crucial for successful design, operation, and maintenance of MBR systems.
Membrane fouling remains the most significant operational challenge in MBR systems. It refers to the accumulation of various materials on the membrane surface or within its pores, leading to a decrease in permeate flux and an increase in transmembrane pressure (TMP).
Types of fouling (organic, inorganic, biological):
Organic Fouling: Caused by the deposition and adsorption of soluble organic compounds (like proteins, polysaccharides, humic substances, and fats, oils, and grease – FOG) from the wastewater onto the membrane surface and into its pores. These sticky substances form a "cake layer" or block pores, significantly increasing hydraulic resistance.
Inorganic Fouling (Scaling): Occurs when dissolved inorganic salts (e.g., calcium carbonate, magnesium hydroxide, silica, and iron precipitates) exceed their solubility limits and precipitate directly onto the membrane surface. This forms hard, crystalline layers that are difficult to remove.
Biological Fouling (Biofouling): Involves the growth of microorganisms (bacteria, fungi, algae) on the membrane surface, forming a slimy, tenacious biofilm. These biofilms not only add to the hydraulic resistance but can also excrete extracellular polymeric substances (EPS) that further enhance organic fouling and are highly resistant to removal.
Colloidal Fouling: Results from the accumulation of fine, non-settleable particles (e.g., clay, silt, metal hydroxides) that deposit on the membrane surface or lodge in its pores.
Factors affecting fouling: Fouling is a complex phenomenon influenced by a multitude of factors:
Wastewater Characteristics: High concentrations of suspended solids, organic matter, nutrients, and specific inorganic ions in the influent can exacerbate fouling.
Operational Conditions: High flux rates, insufficient aeration (for scouring in submerged MBRs), short hydraulic retention times (HRT), and unstable mixed liquor properties (e.g., pH fluctuations, poor sludge filterability) can accelerate fouling.
Membrane Properties: The material (hydrophobicity/hydrophilicity), pore size, surface charge, and roughness of the membrane itself can influence its susceptibility to fouling.
Despite the long-term benefits, the initial capital and ongoing operational costs of MBR systems can be higher than conventional treatment methods.
Initial investment costs: MBR systems typically involve a higher initial capital expenditure compared to traditional activated sludge plants, primarily due to:
Membrane Module Cost: The membranes themselves are a significant component of the capital cost.
Specialized Equipment: MBRs require specialized pumps, blowers for membrane scouring, and advanced control systems, adding to the initial investment.
Pre-treatment Requirements: The need for finer screening and sometimes additional pre-treatment steps to protect the membranes can increase upfront costs.
However, it's important to note that the reduced footprint can sometimes offset land acquisition costs in densely populated areas.
Operational costs (energy, chemicals):
Energy Consumption: MBRs are generally more energy-intensive than conventional systems, with aeration (both for biological activity and membrane scouring) being the largest energy consumer, often accounting for 50-70% of the total energy demand. Permeate pumping also contributes to energy usage.
Chemical Costs: While MBRs reduce sludge production, they incur costs for chemicals used in membrane cleaning (e.g., chlorine, acids, alkalis) and sometimes for chemical phosphorus removal or pH adjustment.
Membrane Replacement: Membranes have a finite lifespan (typically 5-10 years, depending on operation), and their periodic replacement represents a significant recurring operational expense.
Maintaining the physical integrity of the membranes is paramount for ensuring effluent quality.
Potential for membrane damage: Membranes, especially hollow fibers, can be susceptible to physical damage from:
Abrasive Particles: Inadequate pre-treatment leading to the presence of sharp or abrasive particles in the mixed liquor.
Excessive Mechanical Stress: High suction pressures, aggressive air scouring, or improper handling during installation or maintenance can lead to fiber breakage or sheet tearing.
Chemical Degradation: Exposure to overly aggressive cleaning chemicals or high concentrations of oxidants over long periods can degrade the membrane material.
Monitoring and maintenance: To mitigate the risks of membrane damage and ensure consistent effluent quality, rigorous monitoring and maintenance protocols are essential:
Online Monitoring: Continuous monitoring of permeate turbidity, transmembrane pressure (TMP), and flux can provide immediate indications of a breach in membrane integrity. A sudden increase in permeate turbidity is a red flag.
Integrity Testing: Regular integrity tests, such as pressure decay tests (PDT) or bubble point tests, are performed to detect small leaks or fiber breakages before they significantly impact effluent quality. These tests involve pressurizing the membrane module with air and monitoring for a pressure drop, which indicates a leak.
Visual Inspections: Periodic visual inspections of the membrane modules can help identify any visible signs of damage or excessive fouling.
Repair/Replacement: Damaged fibers or modules must be promptly repaired (e.g., by plugging broken fibers) or replaced to maintain system performance and effluent quality.
Effective maintenance and timely cleaning are absolutely critical for the sustained performance, longevity, and economic viability of MBR membranes. Without a rigorous cleaning regimen, membrane fouling would quickly render the system inoperable.
Proactive daily and weekly monitoring and simple physical measures form the backbone of MBR maintenance.
Monitoring TMP and flux: Continuous monitoring of Transmembrane Pressure (TMP) and permeate flux is the most important operational indicator for MBR systems.
TMP Trend: Under normal operation, TMP will gradually increase as a mild, reversible foulant layer builds up. A steep or sudden increase in TMP signifies rapid fouling, indicating that a more intensive cleaning or troubleshooting is required.
Flux Trend: Maintaining a stable flux is key. A decrease in flux at a constant TMP, or an inability to maintain target flux, also signals fouling and the need for action.
Operators use these trends to schedule cleaning cycles and assess their effectiveness. Trending historical data allows for predictive maintenance and optimization of cleaning frequencies.
Visual inspections: Regular visual checks of the membrane modules and the bioreactor are essential. This includes:
Air Scouring Distribution: Ensuring that air diffusers beneath the membranes are providing uniform and vigorous air scouring to effectively dislodge foulants from the membrane surface. Blocked diffusers can lead to localized fouling.
Membrane Surface: Looking for visible sludge accumulation, bio-growth, or signs of physical damage on the membrane fibers or sheets.
Bioreactor Health: Observing the mixed liquor for signs of foaming, bulking, or unusual color, which could indicate an unhealthy biological process impacting membrane performance.
Optimizing Aeration: Beyond just scouring, aeration must be optimized for both biological activity (providing oxygen to microorganisms) and membrane cleaning. Proper air flow rate and distribution prevent the formation of a dense, irreversible cake layer on the membrane surface, ensuring continuous dislodging of loosely attached particles.
MBR cleaning methods are typically categorized by their intensity and frequency, ranging from routine physical cleaning to more aggressive chemical interventions.
Backwashing (or Backflushing):
Description: This is the most frequent and least aggressive cleaning method. It involves briefly reversing the flow of permeate through the membrane, pushing accumulated foulants off the membrane surface and back into the mixed liquor. For submerged MBRs, this often involves applying a slight positive pressure of clean permeate water (or sometimes treated effluent) from the inside (permeate side) to the outside (mixed liquor side) of the membrane. Air scouring usually continues during backwashing to aid in dislodging.
Frequency and Effectiveness: Backwashing is performed frequently, often every 10-20 minutes for a duration of 30-60 seconds. It is highly effective at removing loose, reversible foulants (like the dynamic membrane or lightly adsorbed particles) and maintaining a relatively stable flux during normal operation. It's considered a physical cleaning method.
Chemically Enhanced Backwashing (CEB):
Description: CEB is a more intensive physical cleaning method where a low concentration of cleaning chemical is added to the backwash water. The chemical solution is pulsed through the membrane or allowed to soak for a short period before being backwashed out. This combines the physical removal of backwashing with the chemical action of dissolving or dispersing foulants.
Use of chemicals to improve backwashing: CEB typically uses oxidants like sodium hypochlorite (NaClO) for organic and biological foulants, or acids (e.g., citric acid) for inorganic scaling. The chemical concentration is lower than in a full chemical cleaning, and the contact time is shorter.
Frequency and Effectiveness: CEBs are performed less frequently than standard backwashes, usually once daily to once weekly, depending on fouling rates. They are effective at removing more persistent, yet still largely reversible, foulants and help to delay the need for full chemical cleanings.
Chemical Cleaning (Clean-In-Place - CIP):
Description: CIP is a more aggressive and less frequent cleaning method designed to restore membrane permeability when physical and chemically enhanced backwashes are no longer sufficient. It involves isolating a membrane module or bank, draining the mixed liquor, and then recirculating concentrated chemical cleaning solutions through the module for extended periods (hours to overnight).
Types of cleaning agents (acids, alkalis, oxidants):
Alkaline Cleaners (e.g., Sodium Hypochlorite - NaClO, Sodium Hydroxide - NaOH): Highly effective at dissolving and dispersing organic foulants (proteins, polysaccharides, humic substances) and biological films. NaClO also acts as a disinfectant.
Acidic Cleaners (e.g., Citric Acid, Oxalic Acid, Hydrochloric Acid - HCl): Primarily used to dissolve inorganic scalants (e.g., calcium carbonate, magnesium hydroxide, iron precipitates).
Other Specialized Cleaners: Depending on the specific foulant composition, other chemicals like enzymes (for specific organic compounds), surfactants, or proprietary formulations might be used.
Cleaning protocols: CIP typically involves a sequence of steps:
Isolation and Draining: The membrane module is taken offline and drained of mixed liquor.
Rinsing: Rinsed with permeate to remove loose solids.
Chemical Soaking/Recirculation: The appropriate cleaning solution (acid or alkaline, often sequentially) is introduced and either allowed to soak or continuously recirculated through the membrane module for a specified duration and temperature (often elevated to enhance cleaning).
Rinsing: Thorough rinsing with clean water is crucial after chemical cleaning to remove all chemical residues.
Return to Service: The module is returned to service, often with a monitored start-up phase.
Frequency and Effectiveness: CIPs are performed much less frequently, typically once a month to every few months, or as dictated by the TMP trend reaching a pre-set threshold. They are highly effective at restoring a significant portion of the membrane's original permeability, removing stubborn, irreversible foulants that accumulate over time.
Offline Cleaning (Cleaning-Out-of-Place - COP): In some severe fouling scenarios, or for periodic deep cleaning, membrane modules may be removed from the tank and soaked or cleaned in a dedicated off-site cleaning tank. This allows for more aggressive chemicals, higher temperatures, or longer soaking times, and can be particularly effective for heavily fouled modules.
While the theoretical advantages and operational mechanisms of MBR technology are compelling, its true impact is best demonstrated through successful real-world implementations. These case studies highlight the versatility and effectiveness of MBRs across different scales and applications, offering valuable insights into their performance and the lessons learned.
Here, we'll explore a few hypothetical examples representing common and significant MBR applications. When you write your actual article, you'll want to find specific, published case studies with concrete data.
Example 1: Urban Municipal Wastewater Treatment for Water Reuse
Location/Project: Imagine the "AquaCity Reclaim Project" in a densely populated coastal city (e.g., somewhere experiencing water scarcity, like Barcelona, Singapore, or parts of California).
Problem Addressed: The city faced increasing water demand, diminishing freshwater resources, and stringent discharge limits for its conventional wastewater treatment plant (WWTP). The existing plant was also nearing its capacity and occupied valuable urban land.
MBR Solution: A new, centralized MBR facility was constructed, designed to treat 50,000 m³/day (approx. 13.2 MGD) of municipal wastewater. The system utilized submerged polymeric (PVDF) membranes. The high-quality MBR effluent was then further treated by UV disinfection and a small portion by reverse osmosis for industrial process water and indirect potable reuse.
Performance Data:
Effluent Quality: Consistently achieved TSS < 1 mg/L, BOD < 3 mg/L, Total Nitrogen < 5 mg/L, and virtually complete removal of fecal coliforms. Turbidity typically less than 0.1 NTU.
Footprint Reduction: Replaced a conventional system 3 times its size, freeing up significant land for public use.
Water Reuse: Enabled the city to offset 30% of its non-potable water demand and contribute to aquifer recharge, enhancing water security.
Key Takeaway: Demonstrates MBR's ability to handle large municipal flows while providing high-quality effluent suitable for advanced reuse, with significant space-saving benefits in urban environments.
Example 2: Industrial Wastewater Treatment in a Food Processing Plant
Location/Project: "GreenFoods Processing Facility" in a rural area with strict local discharge regulations (e.g., a dairy farm or beverage plant in the Netherlands, known for high environmental standards).
Problem Addressed: The food processing plant generated high-strength wastewater with fluctuating organic loads (high BOD/COD, fats, oils, and grease) and faced escalating discharge fees and potential permit violations. There was also a desire to reduce freshwater consumption.
MBR Solution: An external (sidestream) MBR system with ceramic tubular membranes was installed to treat 1,000 m³/day (approx. 0.26 MGD) of process wastewater. The choice of ceramic membranes was driven by the potential for high-temperature cleaning and robust performance against challenging industrial foulants. The treated water was reused for non-contact cooling and washdown applications.
Performance Data:
Pollutant Removal: Achieved >98% BOD removal, >95% COD removal, and effectively managed FOG, meeting all local discharge limits.
Water Recycling: Enabled the recycling of approximately 70% of the treated wastewater, significantly reducing freshwater intake and discharge volume.
Robustness: Demonstrated resilience to organic shock loads and effective cleaning for specific industrial foulants.
Key Takeaway: Illustrates MBR's robust performance in challenging industrial settings, particularly with ceramic membranes, facilitating significant water reuse and compliance.
Example 3: Remote Community Wastewater Treatment
Location/Project: "Mountain View Eco-Resort" in a sensitive ecological zone (e.g., a national park or remote tourist destination).
Problem Addressed: The resort needed a compact, reliable wastewater treatment solution that produced exceptionally clean effluent to protect the pristine local environment and for on-site irrigation. Conventional systems were too large and complex to operate remotely.
MBR Solution: A compact, modular submerged MBR system (200 m³/day, approx. 0.05 MGD) was installed. Its automated controls and minimal footprint were ideal for the remote location.
Performance Data:
Effluent Quality: Produced effluent suitable for direct discharge to sensitive waters and unrestricted irrigation, consistently meeting very low nutrient and pathogen limits.
Operational Simplicity: Remote monitoring and automated cleaning cycles minimized the need for constant on-site operator presence.
Environmental Protection: Ensured no detrimental impact on the local ecosystem.
Key Takeaway: Highlights MBR's suitability for decentralized applications, remote locations, and sensitive environments due to its compact nature, high effluent quality, and operational stability.
Analyzing past MBR implementations provides crucial insights for future projects, helping to avoid common pitfalls and optimize performance.
Common pitfalls and how to avoid them:
Inadequate Pre-treatment: This is the most frequent cause of MBR operational issues and membrane damage. Solutions include robust fine screening (1-3 mm or less), effective grit removal, and sometimes dissolved air flotation (DAF) for high FOG loads.
Lack of Proper Design for Fouling Control: Not accounting for specific wastewater characteristics or designing insufficient air scouring can lead to rapid and irreversible fouling. Avoiding this requires thorough pilot testing and experienced MBR design engineers.
Insufficient Operator Training: MBRs are sophisticated systems. Operators need comprehensive training on automated controls, membrane cleaning protocols, integrity testing, and troubleshooting.
Underestimation of Energy Costs: While compact, MBRs can be energy-intensive, primarily due to aeration. Careful design for energy efficiency (e.g., optimized air scouring, efficient blowers) is crucial.
Poor Chemical Cleaning Strategy: Using the wrong chemicals, incorrect concentrations, or insufficient soaking times can lead to ineffective cleaning or even membrane damage. A systematic approach to chemical cleaning, often guided by membrane suppliers, is vital.
Best practices for MBR operation:
Proactive Fouling Management: Implement regular backwashes and CEBs based on TMP trends. Don't wait for severe fouling to perform CIP.
Consistent Pre-treatment: Ensure screens are regularly cleaned and maintained, and grit removal systems are optimized.
Maintain Stable Biology: Monitor key biological parameters (e.g., MLSS, dissolved oxygen, pH) to ensure a healthy and stable microbial community, which is crucial for overall performance and reduced fouling.
Regular Integrity Testing: Routinely conduct pressure decay or bubble point tests to detect membrane breaches early, protecting effluent quality.
Optimize Aeration: Ensure air scour is sufficient and evenly distributed to keep membranes clean without excessive energy consumption.
Comprehensive Data Logging: Collect and analyze operational data (TMP, flux, cleaning frequencies, chemical usage) to identify trends, optimize processes, and predict maintenance needs.
Manufacturer Guidelines and Support: Adhere closely to the membrane manufacturer's operational and cleaning guidelines, and leverage their technical support.

86-15267462807


86-15267462807
