Introduction – The Industrial Wastewater Crisis
In the current global industrial landscape, the “business as usual” approach to wastewater management is no longer sustainable. As we move through 2025, regulatory bodies such as the EPA in the United States and the European Environment Agency (EEA) have significantly tightened discharge limits. The focus has shifted from simple pollution control to a mandatory drive toward Zero Liquid Discharge (ZLD) and the circular economy.
| Requirement |
Deadline |
Description |
| Upgrade 50% of wastewater treatment plants |
31 December 2030 |
For municipalities with a population of at least 100,000 to reach the 4th treatment stage. |
| Upgrade all wastewater treatment plants |
31 December 2035 |
In municipalities with at least 100,000 inhabitants to reach the 4th purification stage. |
| Upgrade 50% of wastewater treatment plants |
31 December 2035 |
In municipalities with 10,000 to 100,000 inhabitants, applicable if micropollutants pose a risk. |
For industries involved in Pharmaceutical, Chemical, and Textile (Dyeing) production, this shift represents a profound challenge. These sectors produce what is known as “Hard-to-Treat” wastewater—effluent so complex that traditional methods are frequently rendered obsolete.
The Failure of Conventional Treatment
For decades, Conventional Activated Sludge (CAS) systems served as the backbone of industrial water treatment. However, these gravity-based systems rely on the ability of bacteria to form heavy “flocs” that settle in a clarifier. In modern industrial settings, this process fails for three primary reasons:
- Toxicity: Chemical intermediates and antibiotics inhibit bacterial growth, leading to poor settling and “bulking” sludge.
- Solubility: Many industrial pollutants are highly soluble or emulsified, passing straight through clarifiers and into the environment.
- Space and Quality: Traditional plants require massive footprints to achieve even moderate effluent quality, which rarely meets the standards required for water reuse.
The Thesis: A New Paradigm of Integration
This is where the Membrane Bioreactor (MBR) emerges as the definitive solution. By replacing the erratic physics of a gravity clarifier with the absolute precision of an Ultrafiltration or Microfiltration membrane, MBR technology redefines the boundaries of biological treatment.
However, an MBR is only as strong as its surrounding ecosystem. To treat the most difficult wastes of the Pharmaceutical and Chemical industries, the MBR must be part of an integrated solution. This involves high-efficiency pretreatment—specifically DAF (Dissolved Air Flotation) machines for oil removal and DISC Filtration for fine solids—to protect the membrane, ensuring that the system delivers a superior ROI through stable operation and high-quality water recovery.
The “Big Three” Industrial Challenges
Treating industrial wastewater is not a “one-size-fits-all” task. Each sector brings a unique set of chemical “roadblocks” that can paralyze a standard treatment plant.
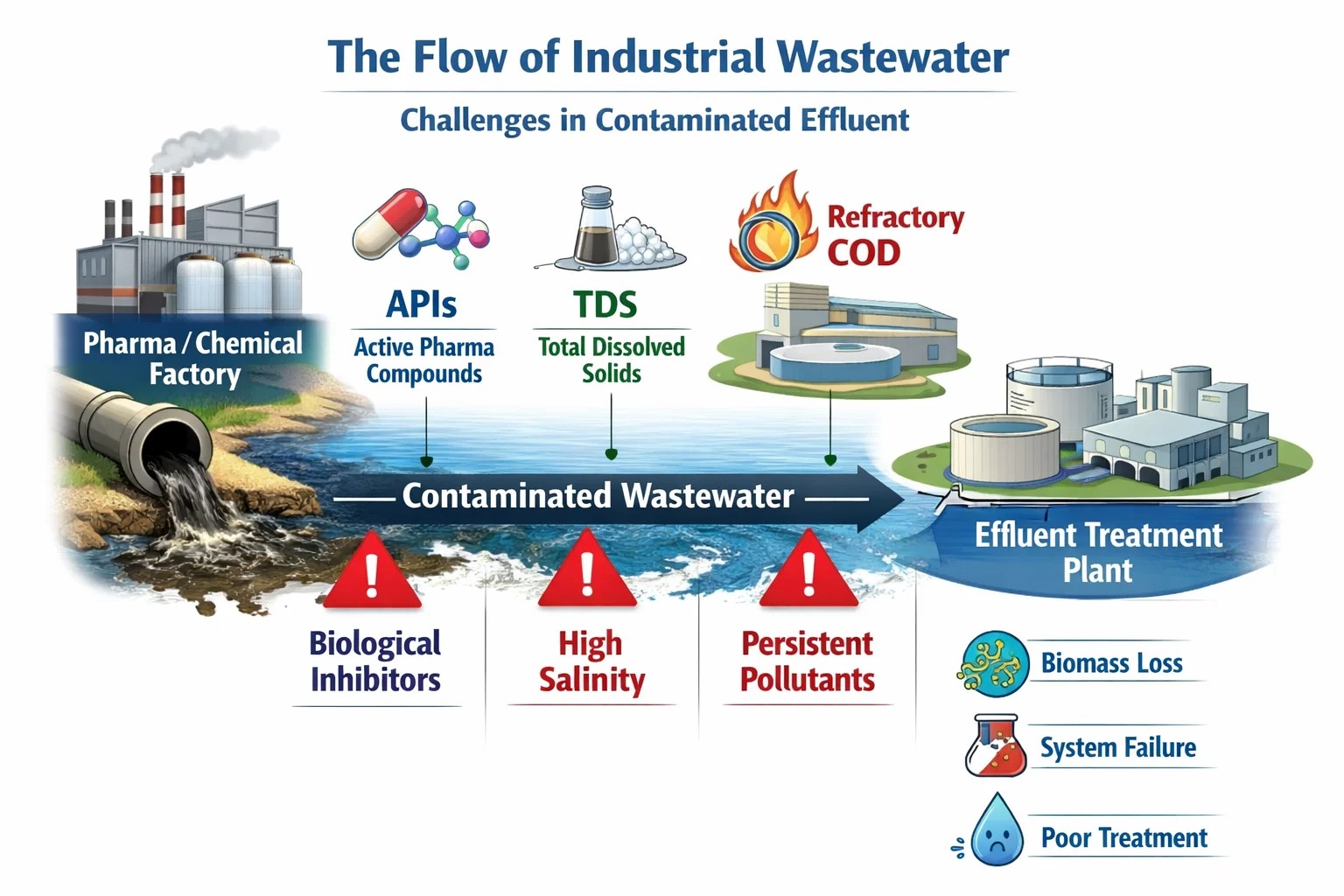
1. Pharmaceutical Wastewater: The Biological Inhibitor
Pharmaceutical effluent is notorious for containing Active Pharmaceutical Ingredients (APIs) and residual antibiotics.
- The Challenge: These compounds are designed to be biologically active. In a treatment tank, they act as inhibitors, killing off the sensitive nitrifying bacteria required to break down ammonia.
- The Result: Traditional systems suffer from “biomass washout,” where the bacteria simply cannot reproduce fast enough to stay in the system.
2. Chemical & Petrochemical Effluent: The COD and Salinity Trap
Chemical plants often deal with refractory organics—molecules like phenols and benzene derivatives that have stable carbon rings that bacteria find nearly impossible to “crack.”
- The Challenge: These plants also produce high Total Dissolved Solids (TDS). High salinity creates osmotic pressure that causes microbial cells to dehydrate and collapse.
- The Result: Poor COD removal and a fragile biological system that fails whenever production shifts or salt levels spike.
3. Textile & Dyeing Effluent: The Color and Fiber Problem
Textile mills produce massive volumes of water characterized by high temperature, vibrant dyes, and thousands of tiny micro-fibers.
- The Challenge: Dyes are chemically stable and resistant to light and oxidation. Furthermore, micro-fibers are the “membrane killers”—they wrap around equipment and clog traditional filters instantly.
| Contaminant Type |
Examples |
Typical Concentration Range |
| Hormones |
Ethinylestradiol, Levonorgestrel, Estradiol, Testosterone |
N/A |
| Antibiotics |
Penicillin, Tetracycline, Ciprofloxacin |
0.01-50 mg/L |
| Analgesics |
Ibuprofen, Acetaminophen, Naproxen |
0.01-50 mg/L |
| Antidepressants |
Fluoxetine, Sertraline, Venlafaxine |
0.01-50 mg/L |
| Beta-blockers |
Atenolol, Metoprolol, Propranolol |
0.01-50 mg/L |
| Lipid regulators |
Simvastatin, Atorvastatin, Gemfibrozil |
0.01-50 mg/L |
| Antivirals |
Acyclovir, Oseltamivir, Zidovudine |
N/A |
| Antineoplastics |
Cyclophosphamide, Methotrexate, 5-Fluorouracil |
N/A |
| Anticonvulsants |
Carbamazepine, Valproic acid, Lamotrigine |
N/A |
Technical Deep-Dive – Why MBR is the Solution
The Membrane Bioreactor (MBR) is the “super-processor” of wastewater treatment. It solves the problems mentioned above by fundamentally changing the environment in which bacteria live.
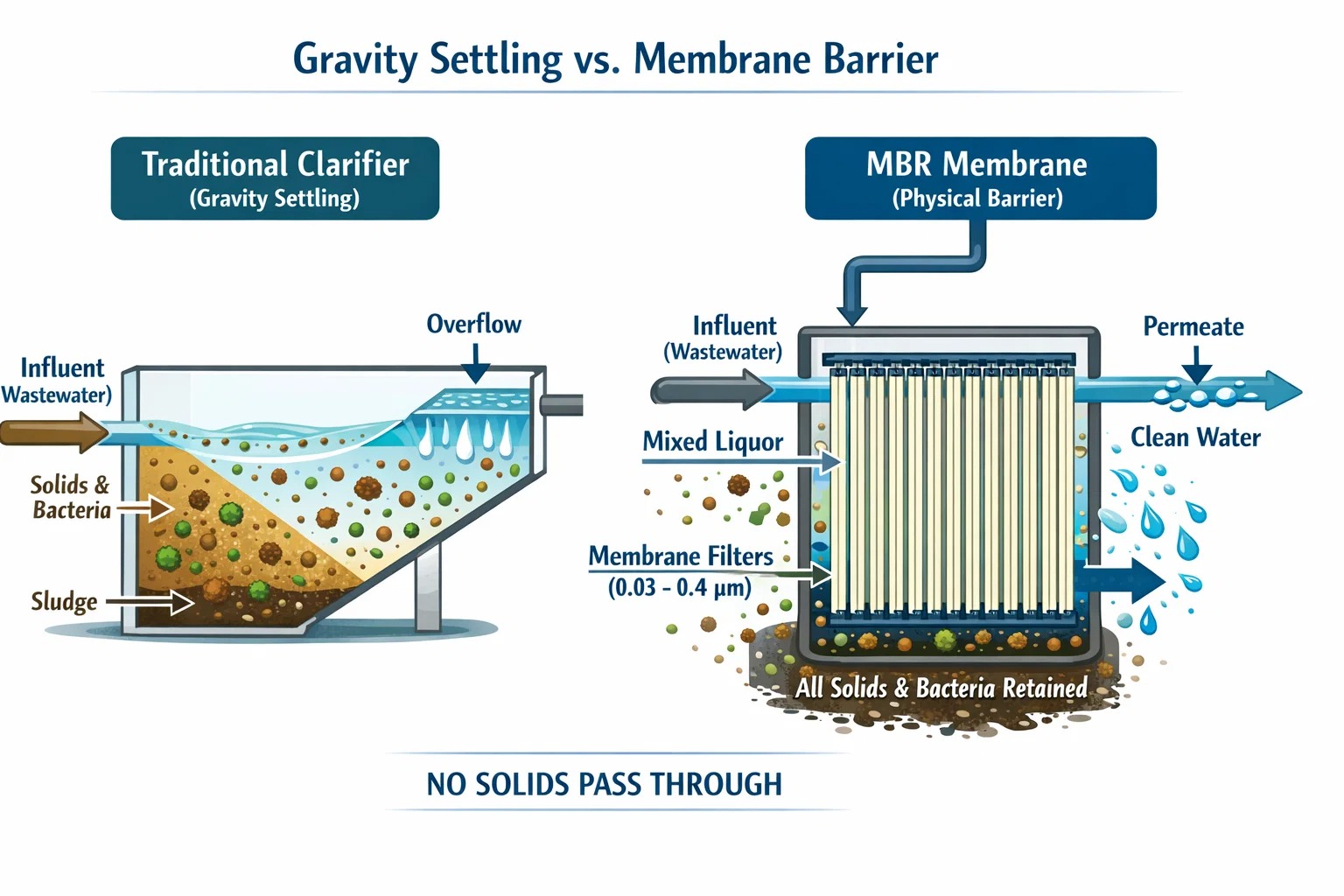
1. Moving from Gravity to Absolute Barrier
In a conventional plant, you are limited by how fast a particle can sink. In an MBR, we use a physical membrane barrier (typically 0.03 to 0.4 μm).
- The Advantage: It doesn’t matter if your sludge is “bulking” or light due to chemical stress; the membrane ensures that zero suspended solids pass through. This provides a level of reliability that gravity clarifiers can never match.
2. The Power of High MLSS (Mixed Liquor Suspended Solids)
Because the membrane prevents any bacteria from leaving the system, we can grow a much “thicker” biological soup.
- Conventional System: 3,000 – 4,000 mg/L MLSS.
- MBR System: 8,000 – 12,000 mg/L MLSS.
- The Impact: With three times the concentration of “workers” (bacteria), the MBR can process three times the organic load in the same amount of space. This high density allows the system to survive toxic shocks that would wipe out a thinner, conventional population.
3. Cultivating the “Specialists” (Extended Sludge Age)
Some complex chemicals take a long time to digest. In a traditional plant, bacteria are often removed before they have time to adapt to these chemicals.
- The MBR Advantage: MBRs allow for a very long Sludge Retention Time (SRT). This gives the biological community time to evolve “specialist” bacteria that are capable of breaking down difficult long-chain hydrocarbons and pharmaceutical compounds that ordinary bacteria ignore.
Overcoming the “Salinity & Toxicity” Barrier – The Hybrid Approach
In the past, high-salinity and high-toxicity streams were considered “terminal” for biological systems. However, by evolving the MBR into a Hybrid Process, we can now treat effluents that were previously deemed untreatable.
1. Pre-Treatment: Advanced Oxidation Processes (AOP)
For pharmaceutical and chemical wastewater containing extremely stable “refractory” molecules (long-chain carbon rings that bacteria cannot “bite” into), the MBR works best when paired with Ozonation or Fenton’s Oxidation.
- The “Crack and Digest” Strategy: Ozonation acts as a “chemical scissor,” breaking large, toxic organic molecules into smaller, biodegradable fragments.
- MBR Stability: These fragments then enter the MBR. Because the MBR maintains a high biomass concentration, it provides a stable environment to completely mineralize these newly created biodegradable pieces, ensuring no toxic “by-products” remain in the final effluent.
2. Osmotic Stress Management in High-Salinity Streams
High Total Dissolved Solids (TDS), common in chemical (neutralization) processes, usually kill microbes through osmotic shock (dehydration of the cell).
- The MBR Solution: The MBR allows for the cultivation of Halophilic (salt-tolerant) bacteria. In a conventional plant, these slow-growing specialists would be washed out. In an MBR, the membrane keeps them locked inside.
- The Bio-Buffer: By operating at a high MLSS (8,000–12,000 mg/L), the system creates a massive “bio-buffer” that absorbs fluctuations in salt concentration, preventing the biological engine from stalling when production cycles change.
3. Managing Antibiotic Resistance Genes (ARGs)
One of the greatest environmental threats is the release of ARGs into the water cycle.
- Physical Barrier vs. Genetic Transfer: Conventional treatment allows fragments of DNA from dead bacteria to pass into the effluent. The MBR’s Ultrafiltration (UF) membrane provides a physical barrier (typically <0.04μm) that effectively intercepts these genetic fragments and Superbugs.
- Degradation through SRT: The extended Sludge Retention Time (SRT) ensures that antibiotic residues are held in contact with specialized bacteria long enough to be broken down, significantly reducing the selection pressure that creates antibiotic-resistant bacteria in the first place.
4. Synergistic Stability
By combining the chemical “brute force” of oxidation with the biological “precision” of MBR, facilities can achieve a level of stability that allows them to meet the strictest 4th Treatment Stage requirements. This hybrid setup turns the MBR into more than just a filter; it becomes a comprehensive detoxification center for industrial waste.
The “Total Solution” Integration (Pre & Post Treatment)
An MBR membrane is a high-performance instrument. In industrial wastewater, sending raw effluent directly to the membrane is like driving a luxury car through a rock quarry. For long-term ROI, you need an integrated “bodyguard” system.
1. Front-End Protection: DAF & DISC
Before the water reaches the MBR, it must be “groomed” to prevent fouling:
- DAF (Dissolved Air Flotation): High-concentration organic waste often contains oils, fats, and surfactants (soaps). A DAF machine is essential here. It uses micro-bubbles to float these “membrane-blinding” substances to the surface for removal. Without DAF, oils would coat the MBR membranes, requiring constant chemical cleaning.
- DISC Filtration: Textile and chemical wastes often contain fine fibers or plastic debris. A DISC Filter acts as a fine-mesh safety net (typically 10–20 microns), removing physical particles that could mechanically abrade or “clog” the MBR membrane modules.
2. Oxygen Transfer: Tube Diffusers
Industrial sludge is thicker and more viscous than municipal sludge. To keep the bacteria alive, oxygen must reach the center of the floc.
- The Integration: We utilize high-efficiency Tube Diffusers or Disc Diffusers with EPDM or Silicone membranes. These provide fine-bubble aeration that maximizes oxygen transfer efficiency (OTE), even in the high-MLSS environment of an MBR, ensuring that the biological engine never runs out of fuel.
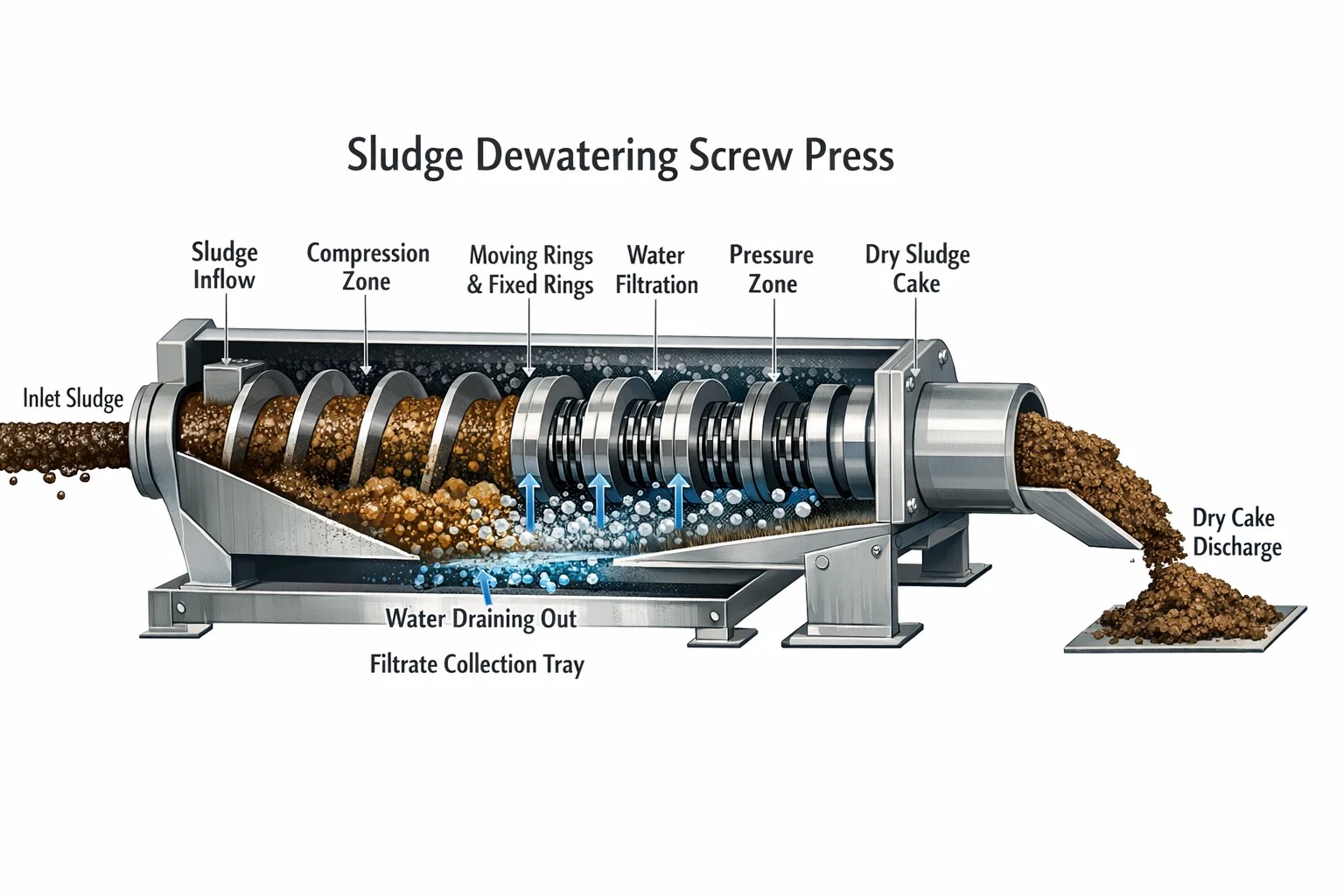
3. Back-End Solids: Sludge Dewatering Screw Press
Even though MBRs produce less sludge than conventional plants, the sludge that is produced needs to be handled.
- The Integration: A Sludge Dewatering Screw Press is the perfect partner for MBR. It handles the high-concentration waste sludge efficiently, turning it into a dry “cake” for easy disposal. Its low-speed operation and self-cleaning mechanism mean it can handle the greasy, chemical-heavy sludge typical of these industries without clogging.
Operational Stability & Maintenance
A common misconception is that MBR systems are “high maintenance.” In reality, an integrated system with proper pretreatment (DAF/DISC) is remarkably stable. Success lies in a proactive maintenance strategy.
1. Fouling Mitigation: The Three-Tier Defense
Membrane fouling is managed through a combination of methods:
- Air Scouring: Continuous aeration at the base of the membrane module creates a “cross-flow” effect, physically scouring the membrane surface to prevent solids from settling.
- Backpulsing: Every 10–12 minutes, the flow is reversed for 30 seconds, pushing clean water back through the membrane to dislodge particles trapped in the pores.
- Chemical Cleaning (CIP): Depending on the wastewater, a “Maintenance Clean” (low concentration) is performed weekly, and a “Recovery Clean” (high concentration) is done every 3–6 months to remove stubborn organic or inorganic scaling.
2. Flux Management
The “Flux” (flow per unit area of membrane) must be carefully chosen for industrial wastewater. While municipal systems can run at higher fluxes, industrial MBRs are typically designed with a more conservative flux (e.g., 10–15 LMH) to account for the higher viscosity and chemical complexity of the sludge.
3. Energy Efficiency in 2025
Modern MBR systems have slashed energy consumption through:
- Automated VFDs (Variable Frequency Drives): Adjusting blower speed based on real-time Dissolved Oxygen (DO) levels.
- High-Efficiency Diffusers: Using Fine Bubble Tube Diffusers that offer higher oxygen transfer with lower air pressure requirements.
Economic and Environmental ROI
When calculating the return on investment (ROI) for an integrated MBR system, you must look beyond the initial purchase price to the “Total Cost of Ownership.”
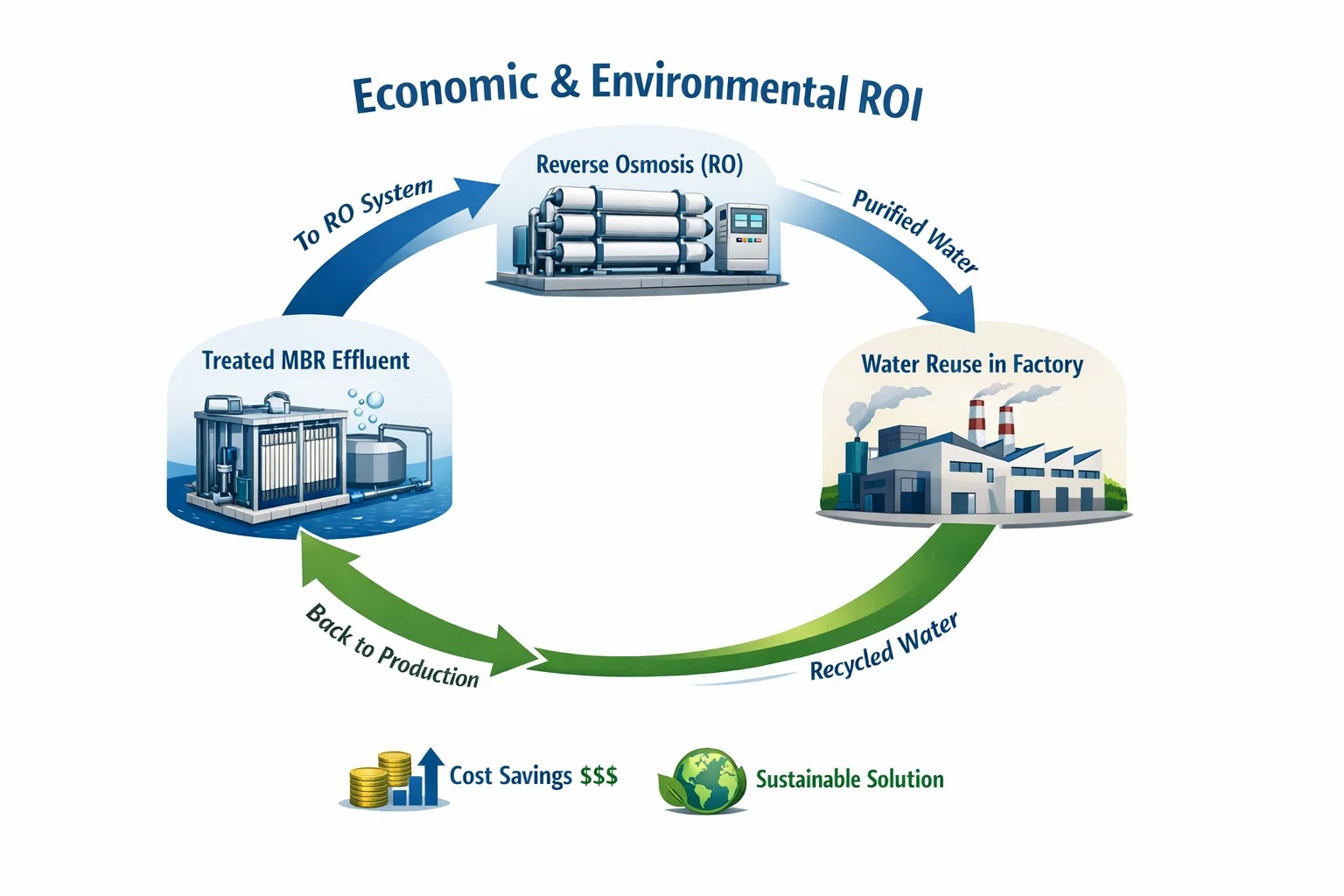
1. Water Reuse: Turning Waste into a Resource
For pharmaceutical and textile industries, water is a massive overhead cost. MBR effluent is so clean it can serve as direct feed for Reverse Osmosis (RO).
- The Saving: By recycling 70-80% of process water, plants can save hundreds of thousands of dollars annually in water procurement and discharge fees.
2. Footprint and Civil Costs
Traditional plants require secondary clarifiers, tertiary sand filters, and large aeration tanks.
- The Saving: MBR systems are compact. For many industrial sites where land is expensive or unavailable, the ability to double capacity within the existing footprint is a massive financial win.
3. Sludge Handling
The Sludge Retention Time (SRT) in an MBR is much longer, meaning the bacteria “eat” more of their own waste.
- The Saving: MBRs produce significantly less biological sludge. When combined with a Sludge Dewatering Screw Press, the final volume of waste sent to the landfill is minimized, reducing disposal costs by up to 30-50%.
Conclusion
The era of “dilution is the solution to pollution” is over. For the pharmaceutical, chemical, and textile sectors, the complexity of modern wastewater requires a sophisticated, integrated technological response.
The Membrane Bioreactor (MBR) is the heart of this response, providing a biological engine that is resilient, compact, and capable of producing near-potable water. However, the system’s longevity depends on its “bodyguards”—DAF machines for oil removal, DISC filters for physical protection, and Screw Presses for efficient solids management.
By investing in an integrated DISC-MBR-DAF solution, industrial facilities aren’t just complying with regulations; they are future-proofing their operations, securing their water supply, and establishing themselves as leaders in sustainable manufacturing.


 English
English
 عربى
عربى
 Español
Español


 +86-15267462807
+86-15267462807



