

 English
English
 عربى
عربى
 Español
Español


×
Password
Get password
Enter password to download relevant content.
Submit
 +86-15267462807
+86-15267462807
When we talk about advanced materials that excel in demanding environments, Polytetrafluoroethylene (PTFE) often comes to mind. This remarkable polymer forms the foundation of PTFE membranes, which are crucial in countless modern applications, from ensuring clean drinking water to enabling groundbreaking medical devices.

At its core, PTFE is a synthetic fluoropolymer of tetrafluoroethylene. You might know it by its most famous brand name, Teflon™. Discovered serendipitously in 1938 by Roy Plunkett at DuPont, PTFE's unique chemical structure, characterized by incredibly strong carbon-fluorine bonds, gives it an array of exceptional properties. It's renowned for its non-stick surface, high melting point, and extraordinary resistance to chemicals. These characteristics make it a standout material in industries where durability and inertness are paramount.
A PTFE membrane is essentially a thin, porous sheet made from PTFE. Unlike solid PTFE, which is impermeable, membranes are engineered with a controlled pore structure that allows certain substances (like gases or liquids) to pass through while blocking others. This selective permeability is what makes them so valuable. Think of it as a highly sophisticated sieve, but on a microscopic scale, capable of separating even the tiniest particles or molecules. The specific properties of the PTFE material, combined with the carefully controlled pore size and distribution, dictate a membrane's performance and suitability for various applications.
While all PTFE membranes share the fundamental properties of the polymer, their manufacturing processes can lead to distinct types with varied characteristics, catering to different needs. The most prominent type is Expanded PTFE (ePTFE).
Expanded PTFE (ePTFE): This is perhaps the most common and versatile form of PTFE membrane. It's produced by stretching and expanding PTFE under controlled conditions, creating a highly porous, interconnected fibril structure. This expansion process significantly increases the porosity and surface area of the membrane while maintaining the inherent chemical and thermal resistance of PTFE. The resulting ePTFE membrane is known for its high strength-to-weight ratio, excellent breathability, and impressive filtration efficiency, making it ideal for applications requiring high flow rates and fine particulate retention.
The exceptional performance of PTFE membranes in diverse applications stems directly from the unique properties of the PTFE polymer itself, further enhanced by the membrane's engineered structure. These properties make them highly sought after in demanding environments.
One of the most defining characteristics of PTFE is its extraordinary chemical inertness. PTFE membranes are virtually unaffected by a vast majority of corrosive chemicals, including strong acids, bases, organic solvents, and oxidizers. This is due to the incredibly strong carbon-fluorine bonds in its molecular structure, which are highly stable and resistant to chemical attack. This property makes PTFE membranes ideal for filtration and separation processes in aggressive chemical environments where other materials would quickly degrade. There are very few exceptions to this rule, primarily molten alkali metals and highly fluorinated compounds at extreme temperatures.
PTFE membranes exhibit remarkable thermal stability, allowing them to operate effectively across an extremely wide temperature range. They can withstand continuous operating temperatures from as low as approximately -200°C (-328°F) up to around +260°C (+500°F) without significant degradation or loss of mechanical properties. This broad thermal tolerance makes them suitable for applications in both cryogenic and high-temperature processes, a critical advantage in industrial and scientific settings.
PTFE is inherently hydrophobic, meaning it strongly repels water. This property is quantified by a high water contact angle, typically ranging from 110°C to over 140°C for pristine PTFE surfaces. On a PTFE membrane, this hydrophobicity ensures that aqueous solutions do not wet or permeate the membrane's pores unless subjected to significant pressure. This "non-wetting" characteristic is crucial in applications like gas filtration, where it prevents water vapor from condensing and blocking pores, and in waterproof yet breathable fabrics, where it repels liquid water while allowing water vapor to pass through.
The manufacturing process of PTFE membranes allows for precise control over their pore size and distribution, typically ranging from sub-micron (e.g., 0.02 μm) up to several microns (e.g., 15 μm). This controlled porosity dictates the membrane's filtration efficiency and permeability.
Pore Size: Determines the smallest particle or droplet that can be effectively retained by the membrane. Smaller pores lead to higher filtration efficiency.
Permeability: Refers to the rate at which gases or liquids can pass through the membrane. Generally, a larger pore size and higher porosity (percentage of void space) lead to higher permeability, while maintaining a low pressure drop across the membrane. The unique node-and-fibril structure of ePTFE, for instance, allows for high porosity and thus high permeability, even with very small effective pore sizes.
PTFE is widely recognized for its biocompatibility, meaning it is generally well-tolerated by the human body and does not elicit significant adverse biological responses. This inertness and lack of reactivity with biological tissues and fluids make PTFE membranes an excellent choice for a variety of medical and pharmaceutical applications. Its smooth, non-stick surface also helps to reduce protein adsorption and bacterial adhesion, further enhancing its suitability for implants, filtration in drug manufacturing, and other biomedical devices where minimizing foreign body reactions and contamination is critical.
The transformation of raw PTFE resin into a high-performance membrane is a sophisticated process that leverages specific properties of the polymer. While there are variations, the primary methods aim to create a porous structure suitable for filtration and separation.
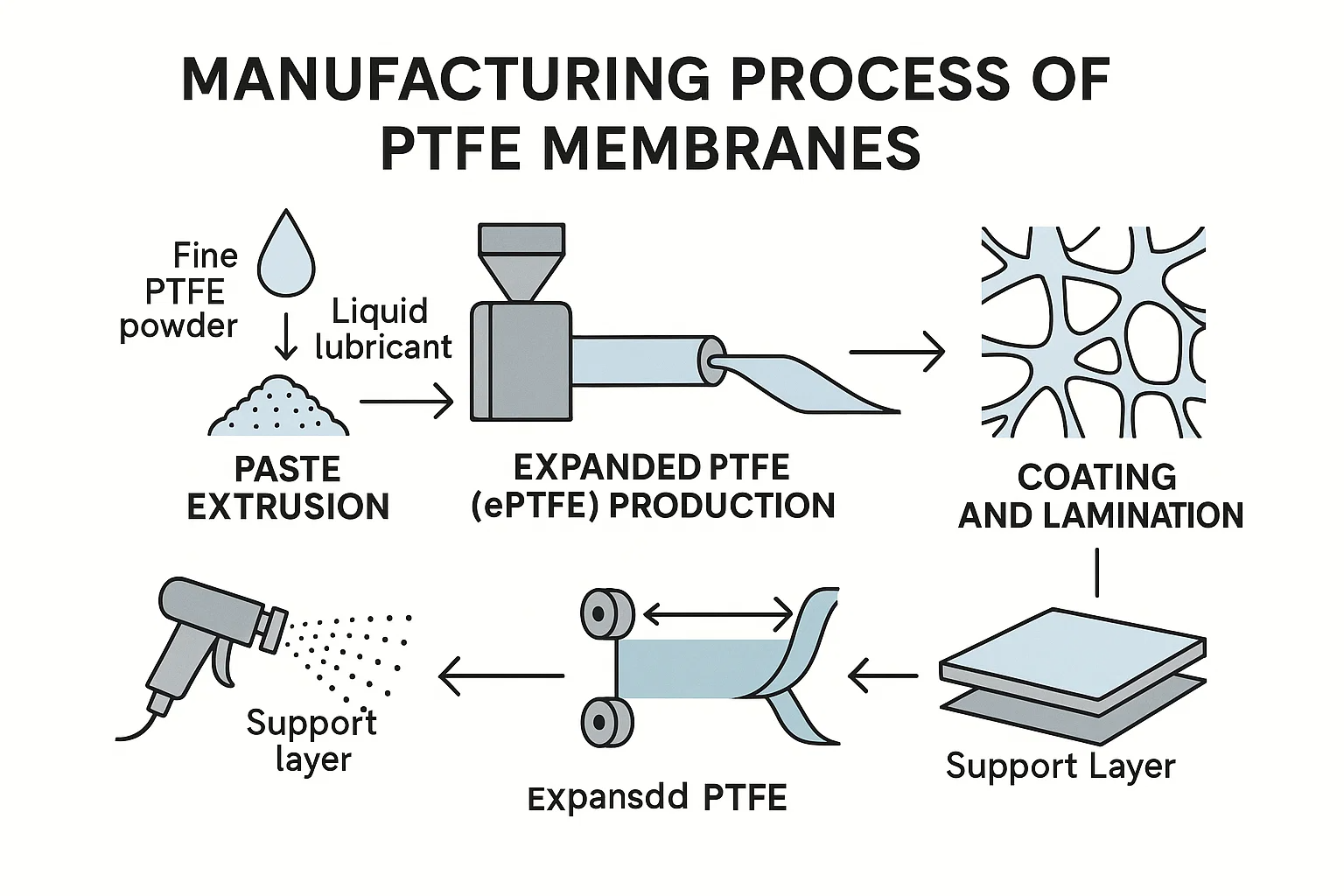
Paste extrusion is a foundational method used to process PTFE fine powder resins into various shapes, including thin films that can then be further processed into membranes.
Process: Fine PTFE powder is mixed with a liquid lubricant (often a hydrocarbon solvent) to form a paste. This paste is then extruded through a die under high pressure, forming a continuous tape or film.
Sintering: After extrusion, the lubricant is removed, and the extruded material is typically heated to temperatures above its crystalline melting point (sintering), which is around 327°C. This sintering process consolidates the PTFE particles, giving the material its final mechanical strength and inertness.
Membrane Formation: For membrane production, the unsintered or partially sintered PTFE film can then be subjected to further processing, such as stretching, to induce porosity. While paste extrusion itself doesn't directly create the membrane's porosity, it's a critical preliminary step for forming the base material that will later be expanded or modified.
The production of Expanded PTFE (ePTFE) is the most common and significant method for creating high-performance PTFE membranes. This process was pioneered by W. L. Gore & Associates in the 1960s.
Initial Processing: Similar to paste extrusion, PTFE fine powder is mixed with a lubricant and extruded into a thin tape or rod.
Rapid Stretching (Expansion): The unsintered or lightly sintered PTFE material is then subjected to a rapid and controlled stretching process, typically at elevated temperatures but below the melting point. This mechanical stretching, often performed biaxially (in two perpendicular directions), causes the PTFE microstructure to expand dramatically.
Nodal-Fibrillar Structure: The stretching creates a unique nodal-fibrillar structure. Nodes (PTFE particles) are interconnected by very fine fibrils (stretched PTFE polymer chains). The spaces between these nodes and fibrils form the interconnected pores of the membrane. The degree of stretching, temperature, and speed are precisely controlled to achieve the desired pore size, porosity, and strength.
Final Sintering: After expansion, the material is typically fully sintered at high temperatures. This stabilizes the expanded structure, locks in the pore geometry, and imparts the final mechanical and chemical properties of the ePTFE membrane.
Many PTFE membranes, particularly ePTFE, undergo additional coating and lamination processes to enhance their functionality or integrate them into more complex systems.
Support Layers: Due to its fine structure and sometimes delicate nature, a PTFE membrane is often laminated to a non-woven support layer (e.g., polyester, polypropylene) or a stronger woven fabric. This provides mechanical strength, makes the membrane easier to handle, and allows it to withstand higher differential pressures without tearing. Adhesives or thermal bonding are common lamination techniques.
Functional Coatings: In some cases, the PTFE membrane surface might be coated with other polymers (e.g., polyurethane, acrylics) or specialized materials. These coatings can:
Modify Surface Energy: For instance, to make a naturally hydrophobic membrane more hydrophilic for certain liquid filtration applications.
Enhance Chemical Resistance: For even more extreme conditions.
Add Antifouling Properties: To resist the build-up of contaminants.
Improve Adhesion: For subsequent bonding in composite materials.
These manufacturing steps, particularly the sophisticated expansion process, are key to creating PTFE membranes with their characteristic high porosity, controlled pore size, and exceptional performance.
Thanks to their unique combination of chemical inertness, thermal stability, hydrophobicity, and controllable porosity, PTFE membranes have found indispensable roles across a vast array of industries. Their versatility makes them a preferred material for challenging separation, filtration, and protective applications.
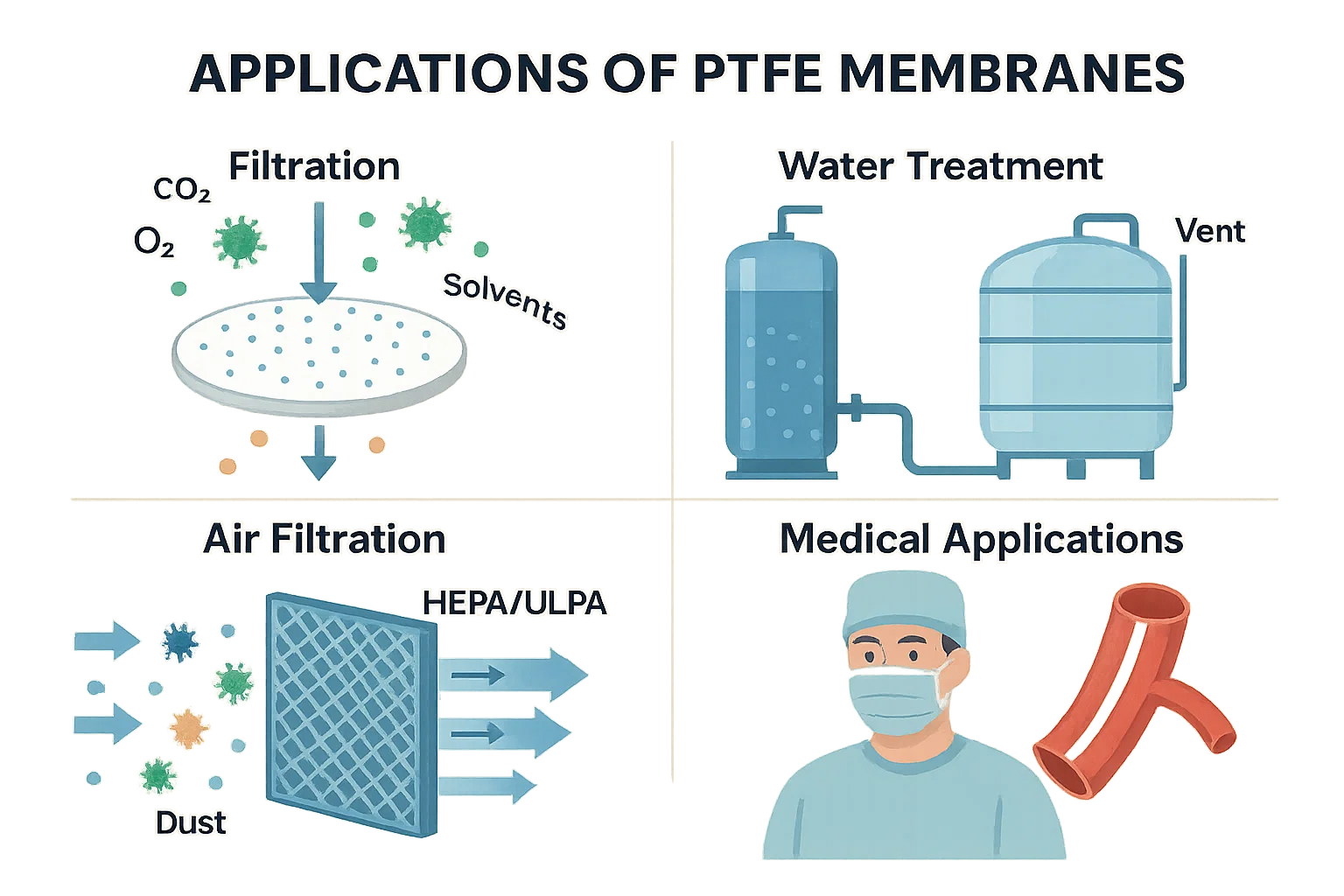
Filtration is one of the primary applications for PTFE membranes, particularly where high efficiency and resistance to harsh conditions are required.
Sterile Filtration: In pharmaceutical and biotechnology industries, PTFE membranes are used for the sterile filtration of gases (like compressed air, oxygen, CO2) and aggressive solvents. Their inertness ensures no leaching into the filtered product, and their fine pore sizes can effectively remove bacteria, viruses, and particulates.
Chemical Filtration: Their exceptional chemical resistance makes them ideal for filtering highly corrosive acids, bases, and organic solvents in chemical processing plants.
PTFE membranes play a significant role in advanced water treatment processes, particularly for challenging industrial wastewaters and in applications demanding high purity.
Membrane Bioreactors (MBRs): While less common than other polymers for bulk MBRs, PTFE membranes are used in niche MBR applications due to their robustness.
Challenging Wastewater: They are employed in the treatment of highly corrosive or high-temperature industrial wastewaters where other membrane materials would fail.
Ventilation of Water Tanks: The hydrophobic nature of PTFE membranes allows tanks to breathe while preventing water and contaminants from entering, crucial for maintaining water purity.
Air filtration is a major application, benefiting from PTFE membranes' ability to capture fine particles and resist moisture.
HEPA/ULPA Filters: In cleanrooms, hospitals, and semiconductor manufacturing, ePTFE membranes are critical components in High-Efficiency Particulate Air (HEPA) and Ultra-Low Penetration Air (ULPA) filters. Their dense, fibrous structure efficiently traps sub-micron particles, including dust, pollen, mold, bacteria, and even some viruses, ensuring ultra-clean air.
Industrial Dust Collection: For aggressive dusts (e.g., in power plants, cement factories, incinerators) and high-temperature gas streams, PTFE membrane-laminated filter bags provide superior performance, high dust cake release, and extended lifespan compared to conventional filter media.
Automotive Filters: Used in some specialized automotive filters for their durability and efficiency.
The biocompatibility and inertness of PTFE membranes make them invaluable in the medical field.
Implants: Expanded PTFE (ePTFE) is widely used in vascular grafts, sutures, and patches for cardiovascular, reconstructive, and general surgery due to its inertness, flexibility, and ability to be integrated into tissues.
Drug Delivery Systems: PTFE membranes can be incorporated into controlled-release drug delivery devices or as protective barriers for sensitive pharmaceutical components.
Sterile Venting: Used in medical device packaging and sterile containers to allow pressure equalization while preventing microbial contamination.
Surgical Drapes and Gowns: Providing a breathable yet impermeable barrier against liquids and pathogens.
Beyond specific filtration tasks, PTFE membranes serve diverse roles in general industrial settings.
Chemical Processing: As gaskets, seals, and lining materials for corrosive fluid handling, ensuring leak-proof operations and protection of equipment.
Battery and Fuel Cells: As separators or protective layers due to their chemical stability and ability to maintain structural integrity in electrochemical environments.
Sensors and Instrumentation: As protective membranes for sensors exposed to harsh chemicals or extreme temperatures, allowing accurate readings while shielding the sensitive components.
The unique properties of ePTFE, particularly its microporous structure, have revolutionized the performance of technical textiles.
Waterproof and Breathable Fabrics: Brands like GORE-TEX® utilize ePTFE membranes laminated to fabrics to create materials that are waterproof (liquid water cannot pass through due to hydrophobicity and small pores) yet breathable (water vapor can escape due to pores being larger than vapor molecules but smaller than liquid water droplets). This is essential for outdoor apparel, protective gear, and footwear.
Protective Clothing: Used in chemical protective suits, cleanroom garments, and firefighting gear for their chemical resistance and barrier properties.
The unique intrinsic properties of PTFE, combined with the engineering possibilities of membrane formation, bestow PTFE membranes with a compelling set of advantages that distinguish them from many other materials.
As detailed in their key properties, the unparalleled chemical inertness of PTFE membranes is a standout advantage. They can withstand exposure to nearly all chemicals, including strong acids, bases, and aggressive organic solvents, without degrading, swelling, or losing their structural integrity. This allows them to be used reliably in environments where other polymeric membranes would rapidly fail, ensuring long service life and maintaining filtration efficiency in highly corrosive processes.
PTFE membranes operate effectively across an extraordinarily broad temperature spectrum, from cryogenic lows (e.g. -200°C) to high continuous operating temperatures (up to +260∘C). This thermal resilience means they maintain their mechanical strength and filtration performance even in extreme hot or cold industrial processes, making them highly versatile for diverse operational conditions. Their ability to withstand high temperatures also makes them suitable for applications requiring sterilization by steam or high heat.
While the low friction coefficient of PTFE (one of the lowest of any solid) is a general property of the material, its application to membranes translates into significant benefits, particularly in filtration. The smooth, non-stick surface of PTFE membranes minimizes the adhesion of particulate matter, dust, and contaminants. This inherent "self-cleaning" characteristic means that filtered particles are less likely to embed in the membrane pores, leading to:
Easier Dust Cake Release: In air filtration, accumulated dust can be more readily dislodged from the membrane surface during pulsing or cleaning cycles.
Reduced Fouling: In liquid filtration, the non-stick surface helps to resist the build-up of biological or chemical foulants, maintaining consistent flow rates and reducing the frequency of cleaning or replacement. This contributes to longer operational lifespans and lower maintenance costs.
PTFE membranes are exceptionally durable and designed for longevity. Their robust chemical and thermal resistance, combined with their inherent strength (especially ePTFE with its fibrillar structure), translates into a long operational lifespan, even under harsh conditions. They resist aging, UV degradation, and embrittlement, which are common failure modes for other polymers. This extended service life leads to:
Reduced Replacement Costs: Less frequent membrane changes.
Minimized Downtime: Fewer interruptions to processes.
Consistent Performance: Reliable filtration and separation over prolonged periods. In many architectural and industrial applications, PTFE membrane structures have demonstrated confirmed design lives exceeding 45 years, with some early installations from the 1970s still performing today.
While PTFE membranes offer an impressive array of advantages, it's equally important to acknowledge their limitations. Understanding these drawbacks helps in making informed decisions about their suitability for specific applications and designing around potential issues.
One of the most significant limitations of PTFE membranes is their relatively high cost compared to other common polymeric membrane materials like polypropylene (PP) or polysulfone (PS/PES). The complex manufacturing processes, particularly the controlled expansion of ePTFE, and the inherent cost of the raw PTFE polymer contribute to this higher price point. While the long lifespan and superior performance of PTFE membranes can often lead to lower total lifecycle costs in demanding applications, the initial capital expenditure can be a deterrent for budget-constrained projects or applications where less robust materials suffice.
Despite its excellent mechanical properties, PTFE is known to exhibit creep, also referred to as "cold flow." Creep is the tendency of a solid material to deform permanently under continuous mechanical stress over time, even at temperatures below its melting point. For PTFE membranes, this means that under sustained high pressure or compressive loads, the membrane material can slowly deform, leading to:
Loss of Seal Integrity: In sealing applications like gaskets, creep can lead to a reduction in sealing force over time, potentially causing leaks.
Changes in Pore Structure: While less common for the membrane itself due to its porous structure, in certain configurations or under extreme differential pressures, sustained load could theoretically alter the delicate pore structure, affecting filtration performance.
Dimensional Instability: In structural applications, creep can result in gradual changes to the membrane's dimensions or shape. To mitigate creep, PTFE membranes are often used with rigid support structures or fillers are incorporated into the PTFE material (though this can affect other properties).
While PTFE boasts exceptional chemical resistance, it is not entirely impervious toallsubstances. There are a few rare but significant exceptions:
Molten Alkali Metals: Highly reactive molten alkali metals (like sodium or potassium) will attack and degrade PTFE.
Highly Fluorinated Compounds: Some extremely aggressive fluorinating agents, such as chlorine trifluoride ClF3, cobalt(III) fluoride(CoF3), and elemental fluorine at high temperatures and pressures, can also cause degradation.
Specific Organic Solvents (Minor Effects): While generally resistant, some highly halogenated organic solvents (e.g., specific chlorinated solvents at elevated temperatures) and certain aromatic hydrocarbons can cause minor, often reversible, swelling or absorption. However, these effects are typically physical rather than chemical degradation and are less common for membrane applications.
High Radiation: PTFE has relatively poor resistance to high-energy radiation (e.g., gamma radiation) compared to some other polymers, which can lead to chain scission and degradation of its properties. This limits its use in certain sterilization or nuclear environments.
While PTFE membranes offer outstanding performance in many scenarios, the vast landscape of membrane technology includes other polymeric materials, each with its own set of advantages and limitations. Understanding these distinctions is crucial for selecting the optimal membrane for a given application. Here, we compare PTFE membranes with three commonly used alternatives: Polypropylene (PP), Polyethersulfone (PES), and Polyvinylidene Fluoride (PVDF).
Polypropylene (PP) membranes are widely used, particularly for general filtration, pre-filtration, and less demanding applications, largely due to their cost-effectiveness.
表格
Key takeaway: PTFE is superior in extreme chemical and thermal environments, while PP offers a highly economical solution for less demanding or bulk filtration tasks.
Polyethersulfone (PES) membranes are known for their high flow rates, low protein binding, and good thermal stability, making them popular in biotech and pharmaceutical applications.
表格
Key takeaway: PES is the go-to for high-volume aqueous filtration, especially with sensitive biologicals due to its hydrophilicity and low protein binding. PTFE excels where harsh chemical resistance and extreme temperatures are involved.
Polyvinylidene Fluoride (PVDF) membranes are fluoropolymers like PTFE but have distinct characteristics, offering a balance of chemical resistance and mechanical strength.
表格
Key takeaway: PVDF offers a strong balance of chemical resistance and superior mechanical strength compared to PTFE, often making it a good choice when mechanical robustness is as critical as chemical inertness, though at slightly lower temperature resistance than PTFE.
The field of PTFE membrane technology is dynamic, with ongoing research and development aimed at enhancing performance, broadening applications, and addressing environmental concerns. Several key trends are shaping the future of these remarkable materials.
The integration of nanotechnology is a major frontier for improving PTFE membranes. By incorporating nanoparticles or fabricating nanostructured PTFE, researchers are aiming to achieve unprecedented levels of control over membrane properties.
Enhanced Filtration Performance: Nanofibers or nanoparticles (e.g., carbon nanotubes, metal oxides like Fe2O3 for antimicrobial properties) can be incorporated into or onto the PTFE matrix to create membranes with even smaller, more uniform pores. This can lead to higher filtration efficiency for ultra-fine particulates, viruses, and even specific molecules, without significantly compromising permeability.
Improved Surface Functionality: Nanomaterials can modify the surface energy of PTFE membranes. This could involve creating "superhydrophobic" surfaces for enhanced anti-wetting and anti-fouling properties, or conversely, making them more hydrophilic for specific liquid filtration applications where water wetting is desired while retaining PTFE's core chemical resistance.
Novel Sensing Capabilities: Nanomaterial integration could lead to "smart" PTFE membranes capable of sensing specific analytes, pH changes, or temperature fluctuations, opening doors for advanced diagnostic and monitoring systems.
Beyond nanotechnology, continuous efforts are focused on pushing the boundaries of PTFE membrane performance through various engineering and material science approaches.
Higher Selectivity and Flux: Researchers are exploring new fabrication techniques and post-treatment methods to fine-tune pore size distribution and membrane thickness, aiming for membranes that offer both higher selectivity (better separation) and increased flux (faster flow rates) simultaneously. This is particularly relevant for applications like gas separation and membrane distillation.
Enhanced Fouling Resistance: While inherently good, strategies to further reduce fouling are being developed, including novel surface coatings or modifications that create smoother, more repellant surfaces, or even self-cleaning functionalities.
Greater Mechanical Robustness: Innovations in polymer processing and composite material development are leading to PTFE membranes with enhanced mechanical strength, durability, and resistance to creep, allowing them to withstand even more extreme operating pressures and stresses without compromising their porous structure. This can involve new lamination techniques or incorporating specific reinforcing agents.
Multi-functional Membranes: Development of membranes that combine filtration with other functionalities, such as catalytic activity, self-healing properties, or responsive characteristics, is an active area of research.
As environmental consciousness grows, there is a strong drive to make the production and lifecycle of PTFE membranes more sustainable.
Reduced Environmental Footprint: Efforts are underway to develop more eco-friendly manufacturing processes that minimize energy consumption, reduce waste generation, and explore alternatives to traditional solvents or processing aids that might have environmental impacts.
Recycling and Reuse: Developing effective methods for recycling and reprocessing used PTFE membranes is a significant area of focus. This includes techniques for reclaiming and re-integrating PTFE waste into new products without compromising performance, thereby closing the loop on the material's lifecycle.
Green Chemistry Principles: Applying green chemistry principles to the synthesis of PTFE and its precursors, aiming for less hazardous raw materials and more efficient reaction pathways, is a long-term goal.

86-15267462807


86-15267462807
