

 English
English
 عربى
عربى
 Español
Español


×
Password
Get password
Enter password to download relevant content.
Submit
 +86-15267462807
+86-15267462807

Causes:
1. Flocculation Issues
Due to the unique operational principles of screw presses, sewage treated by such equipment must undergo preliminary chemical dosing to induce flocculation and sedimentation before being fed into the dewatering unit. Factors such as chemical compatibility with the sewage, dosing ratio, and solubility directly influence the size of flocs formed.
- Oversized Flocs: Excessively large flocs trap excessive moisture, reducing the dryness of the dewatered sludge cake.
- Undersized Flocs: Flocs smaller than the required size for the gaps between the screw blades result in insufficient compression and wet sludge output.

2. Improper Equipment Calibration
Calibration involves three critical aspects:
- Flocculation Effectiveness: Ensuring optimal floc formation.
- Main Shaft Speed Regulation: Adjusting the rotational speed frequency of the main shaft.
- Back-Pressure Plate Gap and Inlet Flow Rate: Fine-tuning the gap of the back-pressure plate and sludge inlet flow based on sewage characteristics and floc size. Inadequate adjustments by uns
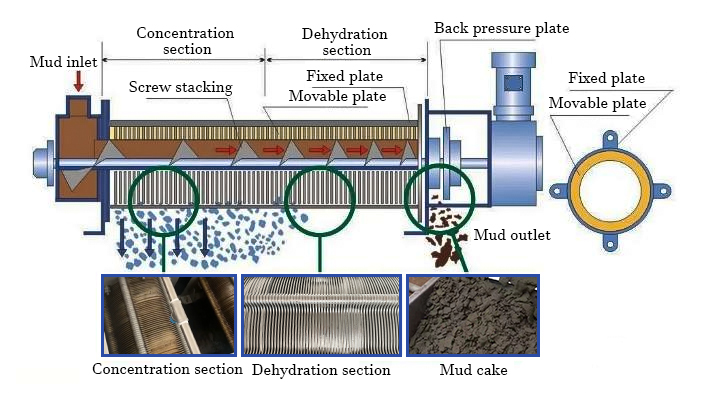
killed personnel may lead to suboptimal dewatering performance.
Solutions:
1. Chemical Optimization
- Select chemicals tailored to the specific properties of the sewage (e.g., organic/inorganic composition, pH).
- Adjust dosing ratios by monitoring floc formation dynamics (e.g., floc growth rate and size) to achieve dense, stable flocs in the reaction tank.
2. Precision Equipment Calibration
- Engage professional technicians to calibrate the screw press. Key parameters include:
- Back-Pressure Plate Gap: Adjusted according to sludge inflow rate and floc structure to balance dewatering efficiency and cake dryness.
- Main Shaft Speed: Optimized to match sludge viscosity and dewatering demand.
- Conduct real-time performance evaluations (e.g., cake moisture content, filtrate clarity) to refine settings iteratively.

86-15267462807


86-15267462807
